全新的高效切齿法——强力刮齿
【编者按】美国Gleason-Pfauter公司开发出了一种全新的高效圆柱齿轮切齿方法——强力刮齿 (Power Skiving)及相应的切齿机床。
由于这种切齿方法的生产效率要高于滚齿和插齿,特别是当前国内生产的传动装置中,在内齿齿轮的应用愈来愈多的情况下,强力刮齿加工内齿轮相比插齿有更高的效率,所以国内不少齿轮生产企业对这种全新的加工方法产生了浓厚兴趣。
众所周知,当前国内外圆柱齿轮的加工工艺还是以切削加工为主,切齿工序仍是采用传统的滚齿或插齿加工。最近,美国Gleason-Pfauter公司开发出了一种全新的高效圆柱齿轮切齿方法——强力刮齿 (Power Skiving)及相应的切齿机床。这种切齿方法虽然早在数十年前就在国内外有所研究,但是限于当时的条件,这种切齿方法仅处在试验阶段,一直没有能够在生产中得到实际应用。
Gleason-Pfauter公司继P630WS之后,在1985年推出了型号为PF150,又在1999年推出了PF200的强力刮齿机床,经过几十年的不断创新和发展,特别是随着CNC技术的发展,Gleason-Pfauter公司开发出的强力刮齿加工软件更是推动了这一新切齿工艺技术能够在实际生产中应用。Gleason-Pfauter公司在几十年研发和生产的基础上,近日推出了型号为400PS和600PS两种最新的强力刮齿机床供用户选用,并开创了采用强力刮齿方法可加工齿轮直径达700mm,模数达8mm,回转直径达850mm。
强力刮齿加工原理
强力刮齿加工采用了滚、插齿为一体的切削方式来加工内、外齿圆柱齿轮,在切齿加工过程中,切齿刀具既相当于滚刀又相当于插齿刀,其切削方式为工件和刀具连续旋转,将滚齿和插齿运动相结合来切齿(图1)。Gleason-Pfauter在进行强力刮齿(图2)时,刀具相对于工件有一轴交角,且与工件分别绕自身轴线转动以形成展成运动,同时刀具沿工件轴向走刀以切出工件的全长。刀具的形状与插齿刀很相似。当工件为直齿时,刀具应为钭齿;当工件为钭齿时,刀具一般做成直齿。当加工渐开线齿形时,不论刀具是直齿或钭齿,其端剖面内的齿形皆为渐开线。刀具的理论切削刃形状应按刀具与工件啮合时在刀具齿面上的接触线制造。因此,当刀具是直齿时,切削刃就在刀具的端平面上为渐开线形;当刀具是钭齿时,其切削刃则为渐开线螺旋面与回转双曲面的交线。在加工齿轮时,刀具的切削刃就在啮合过程中的接触线位置上,当刀具用钝后是按其前面刃磨的。

图1 强力刮齿和滚齿、插齿加工方式的比较
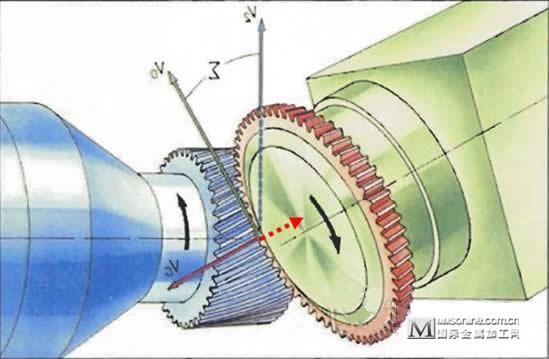
图2 强力刮齿的加工运动图
强力刮齿机床
Gleason-Pfauter公司利用其机床、刀具和工艺技术为一体的优势而开发出了新型强力刮齿机床400PS和600PS,机床床身、立柱等重要部件都采用了滚齿机部件;而其刀具主轴和工件主轴都采用了在切削试验的基础上所研削出的第二代主轴,刚性更强,以适应强力刮齿加工的要求;采用HSK的刀具快换接头具有大直径的定位端面增加了刚性且装卸十分方便;而模块化的夹具设计不但适应的工件直径范围广,具有足够的刚性且更换速度快,特别是Gleason-Pfauter开发的强力刮齿加工软件,更是推动了这一新工艺技术的应用,使得Gleason-Pfauter公司在用强力刮齿进行齿轮加工方面取得了突破性的进展,不但在加工能力上有长足的进步,而且其强力刮齿工艺可高效地加工内齿与外齿圆柱齿轮并达到极高的切齿精度,特别是与插齿加工相比较,其单件加工成本明显降低。由于Gleason-Pfauter设计的刀具赋予强力刮齿工艺前所未有的柔性化加工能力且使工艺过程的管理简单,使得这一切齿工艺既适合于小批量生产又适合于大批量生产。

图3 Gleason-Pfauter 强力刮齿机床600PS外观图
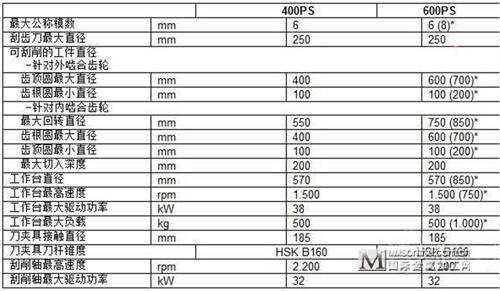
表1 Gleason-Pfauter 强力刮齿机床400PS和600PS技术规格
强力刮齿的优势
采用强力刮齿加工内啮合齿轮和插齿加工相比较,生产效率是插齿的4~4.2倍;而加工精度,插齿为DIN 8级,强力刮齿为DIN 7级,为此若在相同加工精度的情况下,强力刮齿所具有的潜在生产效率可以是插齿的6~8倍,所以强力刮齿是有望取代插齿的极其经济的加工工艺,两者相比强力刮齿生产效率可高出4~8倍以上;加工精度可达DIN 7级或更高,齿面粗糙度为Rz 4;加工一个工件的刀具成本相同或更低;机床占地面积更少;单件加工成本显着下降。

图4 强力刮齿加工内、外齿轮的示意图
虽然强力刮齿比插齿有很多优势,但强力刮齿目前尚不能完全取代插齿加工,如工件模数大于8mm或工件直径大于800mm以及当刀具和工件之间产生干涉时就只能采用插齿加工。
随着我国向制造业强国的迈进,相信作为圆柱齿轮全新高效切齿的这一强力刮齿法,一定会在国内得到广泛应用,而格里森公司作为齿轮科技领域的领先者,也十分期待Gleason-Pfauter公司开发的强力刮齿机床早日在国内得到应用。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈