五轴加工的快速编程优势
Meisser股份公司有着一段不平静的历史,在90年前,由Theodor Meissner建立了一家模具制造企业。约在15年前,这家企业陷入了财务困境。后来,通过从家族企业转变成由职工参股的股份公司,才从困境中走出来。从那时起,Meissner股份公司走上了成功之路。该公司的总经理Tilman L歠felholz先生说:“我们在这15年里没有收购其他的公司,而是通过业务机构的扩展使我们的职工几乎增长了一倍。即使在价格下跌的情况下,我们的销售额甚至增长了三倍。目前,公司拥有300名职工,从而使我们算得上是德国一家独立的模具制造行业里的最大企业。”
Meissner股份公司的产品线主要是供汽车工业使用的模具,这些模具分为三类:一是用于铸造发动机缸体、缸盖和其他铸件的模具;二是主要用来制造燃料箱和注油管的吹模;三是生产各种不同材料的汽车外壳零件用的模具。
对于成功的模式,Tilman L歠felholz先生作了如下的回答:“企业的成功首先是职工的功劳。他们有相当多的专业知识,并有着很高的工作积极性。对此,也许可以用我们这种股权多数由职工持有的股份公司的奖励模式来作回答。这促进了每一个职工像企业主那样尽责地工作,并把它体现在高品质的产品上。” 除了技术力量雄厚的设计和开发部门外,总经理强调了机械加工的重要性。根据他的陈述,在机械加工方面约占投资的80%。因为在这里,可以通过加工过程的优化来获得最多的利益。

5轴加工创造竞争优势
优化加工的重要组成部分是越来越多地转向5轴铣削,26台铣床中的14台机床早就适合于进行5轴联动切削。对于总经理Tilman L歠felholz先生来说,这主要是出于经济上的原因。他在陈述理由时说:“我们在对从编程到加工出成品件作整体考虑时,在大多数情况下,5轴加工要比3轴加工达到更短的工艺流程时间和较低的单件成本。”机械加工部门的领导Reinhard Hackler先生详细解释道:“缩短生产工艺流程的时间,其中是由诸如完全取消了工件工序间的换夹而获得的。同样,放弃了电火花加工,也就无需再制造电极了,这就意味着十分可观的节省。”作为其他的优点,他认为是提高了工件的表面质量和尺寸精度。达到这样的加工成果,其原因在于,5轴铣削时,通过铣刀的偏摆可以避免刀具较大的悬伸。较短的铣刀有利于采用较高的切削用量和较大的切屑横截面,有利于承受较大的径向力。还可以降低切削刀刃上的振动。因此可以使用小直径铣刀,使用这样的铣刀加工时,工件表面上残留的材料较少,这就用不着再进行后继加工。
Reinhard Hackler先生以Meissner公司的典型实例论证道:“对于采用砂型制造轿车发动机缸体的、几何形状相当复杂的成型模,我们大部分是通过5轴铣削来加工的。对于这种加工,用来进行半精加工和精加工常常采用4至6把刀具就足够了,例如,铣刀D16用于平面范围的加工,直径为D8,D6和D4~D1的球头铣刀用来加工轮廓。如果采用3轴铣削,也许刀具的数量要增加一倍。”
令人印象深刻的是降低了模具的成本,Reinhard Hackler先生列举了下列理由:“由于降低了切削刀刃上的振动,从而提高了刀具的使用寿命。由于刀具磨损的减小和刀具数量的减少,例如铣削用于砂型铸造的成型模时,5轴铣削要比以前采用的3轴铣削的成本大约降低了一半。”
Reinhard Hackler先生以Meissner公司的典型实例论证道:“对于采用砂型制造轿车发动机缸体的、几何形状相当复杂的成型模,我们大部分是通过5轴铣削来加工的。对于这种加工,用来进行半精加工和精加工常常采用4至6把刀具就足够了,例如,铣刀D16用于平面范围的加工,直径为D8,D6和D4~D1的球头铣刀用来加工轮廓。如果采用3轴铣削,也许刀具的数量要增加一倍。”
令人印象深刻的是降低了模具的成本,Reinhard Hackler先生列举了下列理由:“由于降低了切削刀刃上的振动,从而提高了刀具的使用寿命。由于刀具磨损的减小和刀具数量的减少,例如铣削用于砂型铸造的成型模时,5轴铣削要比以前采用的3轴铣削的成本大约降低了一半。”
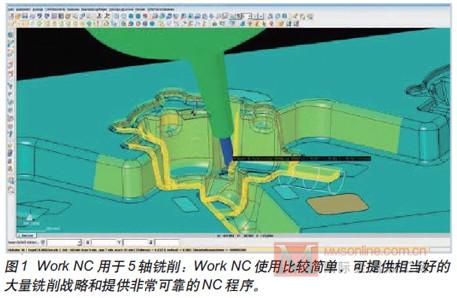
容易进行5轴铣削的编程
不想接受5轴加工方式经常出现的理由是,5轴加工的坐标轴运动比较复杂,用眼睛几乎不可能理解这种运动。认为这种复杂运动的编程特别困难,以致成为普遍的看法。但是Meissner公司CAM小组的领导Thorsten Koch先生不假思索反驳说:“5轴铣削的编程并不比3轴铣削的编程那样费事,如果使用合适的编程系统,至少就不会那样复杂。”自1996年以来,Meissner公司采用了Sescoi公司的Work NC CAD/CAM系统,当时,操作简单的系统和无碰撞的铣削路径已给人留下好印象。“在过去的15年里,在设计和切削加工中发生了许多的变化,” Thorsten Koch先生补充道。“而Work NC始终保持着所有创新的步伐。”当时,Meissner公司拥有16套Work NC使用许可证,其中9套Work NC是用于5轴加工。此外,模具制造企业使用了16套Work NC-Viewer许可证。负责加工部门的Reinhard Hackler先生解释说:“我们在所有的机床上安装了笔记本电脑,在电脑上机床操作员可以借助于浏览器,并由此可以调用构件图以及铣刀路径。这样,他们就能处理有待加工的详细构件图。虽然仍还存在加工作业卡和装夹图,但是大大减少了纸张的消耗。浏览器受到我们职工的相当好评。”
编程工作的基础是设计,在Meissner公司是使用了三款在全球领先的CAD系统进行工作,这三个CAD系统是Catia,Siemens NX(前身为Unigraphics)和Pro Engineer。在Work NC软件系统中接受3D数据就像编程那样是不存在任何问题,并且与用户十分友好。根据CAM部门的领导Thorsten Koch先生所说,在这里新编的程序几乎完全是用于5轴加工的:“Work NC通过5轴软件为此提供了最好的条件。这款软件主要由两个模块组成,一个是用来直接进行5轴编程,另一个是所谓的Auto5(Work-NC Auto5是指5轴加工解决方案——译注)。”

后一个模块是CAD/CAM系统中最重要的部分,它从现有的3轴程序中自动生成5轴铣削路径。在转换程序时,输入所要求的刀具长度和刀夹就足够了。然后,软件就自动换算铣削路径,产生出无碰撞的5轴铣削路径。在这里还要考虑机床的坐标轴运动,因为所有的机床在其回转角和摆动角方面是受到限制的。另外,Thorsten Koch先生赞扬了如像Work NC Check & Go的各种贴近生产实际的功能。这种功能在考虑计算得到的铣削路径和工件在工作台的定位情况下,用来检验和显示实际机床加工的轴运动。不仅检验3+2轴加工和5轴加工的轴摆角,而且要检验机床的轴运动是否超出了工艺行程的范围。如果达到终点开关的位置,这会导致所不希望的换夹,而Work NC Check & Go的用户可以自动地计算工件的另外的最佳的定位。于是在大多数情况下,可以避免换夹。
新的软件和硬件加速计算过程
“这样一个工具有最少的编程系统”,CAM专家Thorsten Koch先生补充说。“可视化的情况是相类似的。” 通过Work NC 5轴可以使3轴和3+2轴铣削路径同所选机床的坐标轴的运动进行可视化显示。在铣削路径计算和后处理运行期间进行这种仿真。而且仿真可以清楚地看出并标记出各种不同运动部件之间的碰撞。CAM部门和车间的负责人的意见是一致的:“恰恰是对于新的、复杂的铣削程序,甚至于整个铣削过程。这种仿真给我们提供了很高的安全性。”
Thorsten Koch先生还指出了其他重要因素:“5轴加工程序是庞大的,会使计算时间持续相应的时间。所以必须在软件和硬件上保持在当前最高的水平上。” 因此,Meissner公司采用了最新的Work NC-V21,这个版本是64位的系统。Sescoi公司由此消除了从前存在大的几何图形方面的问题。Thorsten Koch先生确认:“我们利用64位的版本测试了这样大的程序,并看到了目前一切都相当满意地正常运转。如果这款软件在一个功能强大的具有4核处理器或8核处理器的PC上运行,那么这是一个极好的事情,这样会使编程工作成为一件相当有乐趣的事情。”
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈