液压与气压传动之气压传动系统实例
掌握: 1. 分析气压传动系统原理图的方法 2.气压传动系统原理图中回路及各元件的图形符号
了解: 气压传动系统设备的功用 、特点 技能要求掌握: 阅读和分析气压传动系统的步骤和方法
10.1 气动机械手气压传动系统
10.1.1 概述
机械手是工业自动化设备和生产线上的重要装置之一,它可根据各种自动化设备的工作需要,按照预定的控制程序动作,例如实现自动取料、上料和自动换刀等功能。气动机械手是机械手的一种,它具有结构简单、重量轻、动作迅速、平稳、可靠以及省能等。
10.1.2 气动机械手工作原理
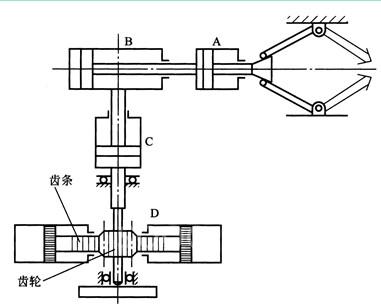
图10-1所示是用于某专用设备上的气动机械手结构示意图,图中A缸为夹紧缸,其活塞杆退回时夹紧工件,活塞杆伸出时松开工件。B缸为长臂伸缩缸,可实现伸出和缩回动作。C缸为立柱升降缸。D缸为立柱回转缸
气动机械手结构示意图
气动机械手的回路原理
若要求该气动机械手的工作顺序为“立柱下降C0→伸臂B1→夹紧工件A0→缩臂B0→立柱顺时针转D1→立柱上升C1→放开工作A1→立柱逆时针转D0”。
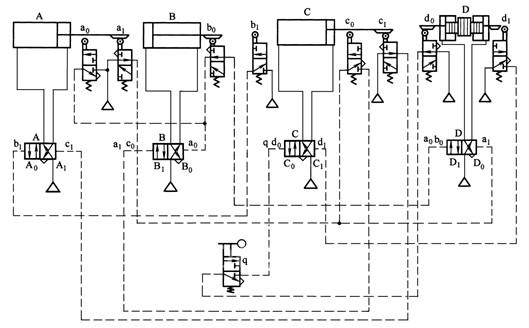
传动系统的工作循环
1.按下启动阀q,主控阀C将处于C0位,活塞杆退回,即得到C0。 2.当C缸活塞杆上的挡铁碰到C0,则控制气将主控阀B处于B1位,使B缸活塞杆伸出,即得到B1。 3.当B缸活塞杆上的挡铁碰到b1,则控制气将主控阀A处于A0位,使A缸活塞杆退回,即得到A0。 4.当A缸活塞杆上的挡铁碰到a0,则控制气将主控阀B处于B0位,使B缸活塞杆退回,即得到B0。 5.当B缸活塞杆上的挡铁碰到b0,则控制气将主控阀D处于D1位,使D缸活塞杆往右,即得到D1。
6.当D缸活塞杆上的挡铁碰到d1,则控制气将主控阀C处于C1位,使C缸活塞杆伸出,即得到C1。 7.当C缸活塞杆上的挡铁碰到c1,则控制气将主控阀A处于A1位,使A缸活塞杆伸出,即得到A1。 8.当A缸活塞杆上的挡铁碰到a1,则控制气将主控阀D处于D1位,使D缸活塞杆往左,即得到D0。 9.当D缸活塞杆上的挡铁碰到d0,则控制气经启动阀q又使主控阀C处于C0位,于是又开始新的一轮工作循环。
10.2 数控加工中心气动换刀系统
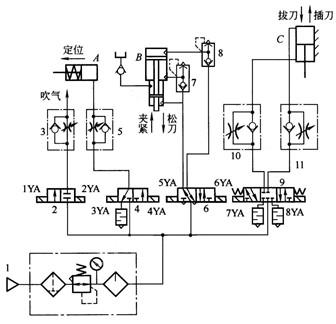
图10-3所示为某数控加工中心气动换刀系统原理图,该系统在换刀过程中实现“主轴定位→主轴松刀→拔刀→向主轴锥孔吹气→插刀”。
数控加工中心气动换刀系统
10.3 气液动力滑台
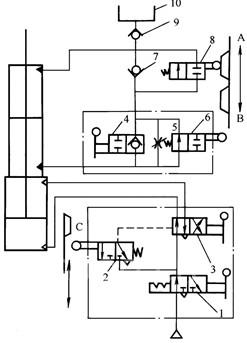
图10-4所示为气液动力滑台的回路原理图。图中阀1、2、3和阀4、5、6分别组成两个组合阀。该气液动力滑台能够完成下面两种工作循环: 1.快进→工进→快退→停止 2.快进→工进→慢退→快退→停止
气液动力滑台的回路原理图
10.4 工件夹紧气压传动系统
动作循环为缸A活塞杆伸出压下(定位)→夹紧缸B和C活塞杆伸出夹紧(加工)→夹紧缸B和C活塞杆返回→缸A的活塞杆返回。


了解: 气压传动系统设备的功用 、特点 技能要求掌握: 阅读和分析气压传动系统的步骤和方法
10.1 气动机械手气压传动系统
10.1.1 概述
机械手是工业自动化设备和生产线上的重要装置之一,它可根据各种自动化设备的工作需要,按照预定的控制程序动作,例如实现自动取料、上料和自动换刀等功能。气动机械手是机械手的一种,它具有结构简单、重量轻、动作迅速、平稳、可靠以及省能等。
10.1.2 气动机械手工作原理
图10-1所示是用于某专用设备上的气动机械手结构示意图,图中A缸为夹紧缸,其活塞杆退回时夹紧工件,活塞杆伸出时松开工件。B缸为长臂伸缩缸,可实现伸出和缩回动作。C缸为立柱升降缸。D缸为立柱回转缸
气动机械手结构示意图
气动机械手的回路原理
若要求该气动机械手的工作顺序为“立柱下降C0→伸臂B1→夹紧工件A0→缩臂B0→立柱顺时针转D1→立柱上升C1→放开工作A1→立柱逆时针转D0”。
传动系统的工作循环
1.按下启动阀q,主控阀C将处于C0位,活塞杆退回,即得到C0。 2.当C缸活塞杆上的挡铁碰到C0,则控制气将主控阀B处于B1位,使B缸活塞杆伸出,即得到B1。 3.当B缸活塞杆上的挡铁碰到b1,则控制气将主控阀A处于A0位,使A缸活塞杆退回,即得到A0。 4.当A缸活塞杆上的挡铁碰到a0,则控制气将主控阀B处于B0位,使B缸活塞杆退回,即得到B0。 5.当B缸活塞杆上的挡铁碰到b0,则控制气将主控阀D处于D1位,使D缸活塞杆往右,即得到D1。
6.当D缸活塞杆上的挡铁碰到d1,则控制气将主控阀C处于C1位,使C缸活塞杆伸出,即得到C1。 7.当C缸活塞杆上的挡铁碰到c1,则控制气将主控阀A处于A1位,使A缸活塞杆伸出,即得到A1。 8.当A缸活塞杆上的挡铁碰到a1,则控制气将主控阀D处于D1位,使D缸活塞杆往左,即得到D0。 9.当D缸活塞杆上的挡铁碰到d0,则控制气经启动阀q又使主控阀C处于C0位,于是又开始新的一轮工作循环。
10.2 数控加工中心气动换刀系统
图10-3所示为某数控加工中心气动换刀系统原理图,该系统在换刀过程中实现“主轴定位→主轴松刀→拔刀→向主轴锥孔吹气→插刀”。
数控加工中心气动换刀系统
10.3 气液动力滑台
图10-4所示为气液动力滑台的回路原理图。图中阀1、2、3和阀4、5、6分别组成两个组合阀。该气液动力滑台能够完成下面两种工作循环: 1.快进→工进→快退→停止 2.快进→工进→慢退→快退→停止
气液动力滑台的回路原理图
10.4 工件夹紧气压传动系统
动作循环为缸A活塞杆伸出压下(定位)→夹紧缸B和C活塞杆伸出夹紧(加工)→夹紧缸B和C活塞杆返回→缸A的活塞杆返回。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通