机械工程材料—钢的淬火
淬火是将钢加热到临界点以上,保温后以大于Vk速度冷却,使奥氏体转变为马氏体的热处理工艺。
淬火是应用最广的热处理工艺之一。淬火的目的: 获得马氏体组织,提高钢的性能。
一、淬火温度
1、碳钢 ⑴ 亚共析钢淬火温度:Ac3+30-50℃。预备热处理组织:退火(F+P) 或正火组织(F+S或S)。
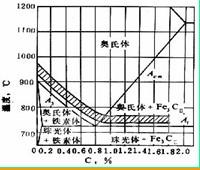
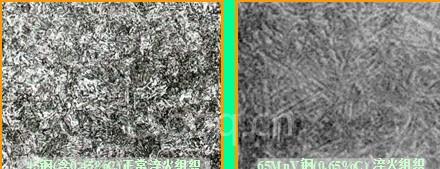
亚共析钢淬火组织:0.5%C时为M 0.5%C时为M+A’。
在Ac1~ Ac3之间的加热淬火称亚温淬火。亚温淬火组织为F+M 强硬度低,但塑韧性好。
⑵ 共析钢淬火温度 Ac1+30-50℃ 淬火组织 M+A’。
⑶ 过共析钢 淬火温度 Ac1+30-50℃ 温度高于Accm,奥氏体晶粒粗大、淬火后马氏体晶粒粗大;M含碳量高, A’量增多。使钢硬度、耐磨性下降,脆性、变形开裂倾向增加。

淬火组织为 M+颗粒状Fe3C+A’ * 预备热处理组织 P球。
2、合金钢 由于多数合金元素(Mn、P除外)对奥氏体晶粒长大有阻碍作用,因而合金钢淬火温度比碳钢高。 ⑴ 亚共析钢淬火温度 Ac3+50-100℃ ⑵ 共析钢、过共析钢淬火温度 Ac1+50-100℃
二、加热时间(升温、保温) 6500C以上,慢,减小热应力 650-4000C,快,避免C曲线 4000C以下,慢,减轻相变应力
三、淬火介质
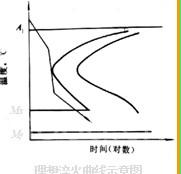
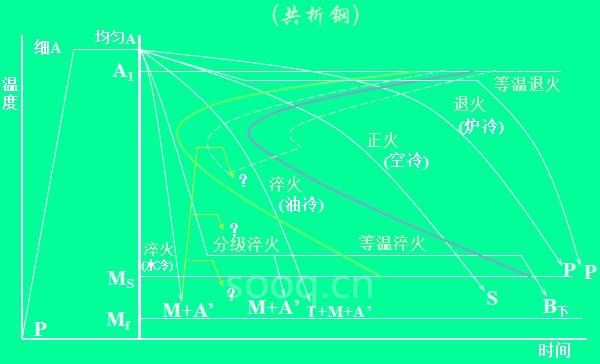
理想的冷却曲线应只在C曲线鼻尖处快冷,而在Ms附近尽量缓冷,以达到既获得马氏体组织,又减小内应力的目的。但目前还
没有找到理想的淬火介质。常用淬火介质是水和油。 水的冷却能力强,但低温却能力太大,只用于形状简单的碳钢件。
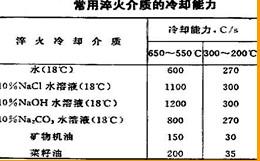
油在低温区冷却能力较理想,但高温区冷却能力太小,用于合金钢和小尺寸的碳钢件。 熔盐作为淬火介质称盐浴,冷却能力在水和油之间,用于形状复杂件的分级淬火和等温淬火。
其他淬火介质如聚乙烯醇、硝盐水溶液等也是工业上常用的介质。
四、淬火方法
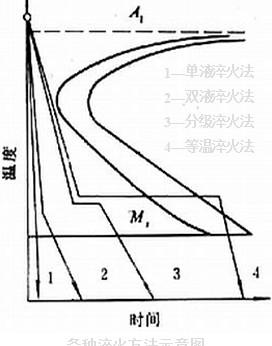
采用不同的淬火方法可弥补介质的不足。 1、单液淬火法加热工件在一种介质中连续冷却到室温的淬火方法。操作简单,易实现自动化。
2、双液淬火
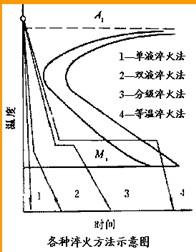 法 工件先在一种冷却能力强的介质中冷却,躲过鼻尖后,再在另一种冷却能力较弱的介质中发生马氏体转变的方法。如水淬油冷,油淬空冷。 优点是冷却理想,缺点是
法 工件先在一种冷却能力强的介质中冷却,躲过鼻尖后,再在另一种冷却能力较弱的介质中发生马氏体转变的方法。如水淬油冷,油淬空冷。 优点是冷却理想,缺点是
不易掌握。用于形状复杂的碳钢件及大型合金钢件。
3、分级淬火法 在Ms附近的盐浴或碱浴中淬火,待内外温度均匀后再取出缓冷。 可减少内应力 用于小尺寸工件。
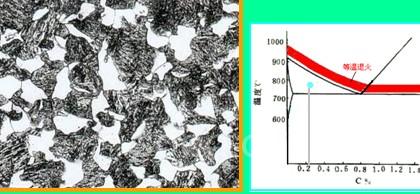
4、等温淬火法 将工件在稍高于Ms的盐浴或碱浴中保温足够长时间,从而获得下贝氏体组织的淬火方法。 经等温淬火零件具有良好的综合力学性能,淬火应力小。 适用于形状复杂及要求较高的小型件。
五、钢的淬透性
淬透性是钢的主要热处理性能。是选材和制订热处理工艺的重要依据之一。
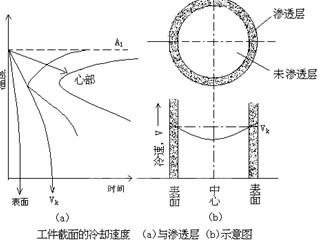
1.淬透性的概念
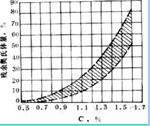
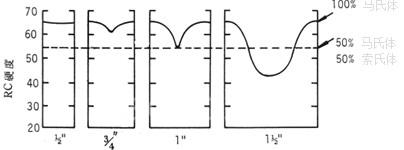
淬透性是指钢在淬火时获得淬硬层深度的能力。其大小是用规定条件下淬硬层深度来表示。 淬硬层深度是指由工件表面到半马氏体区(50%M + 50%P)的深度。
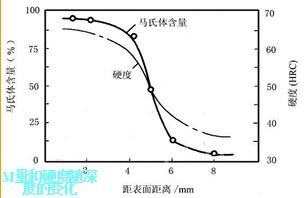
淬硬性是指钢淬火后所能达到的最高硬度,即硬化能力。
2.影响淬透性的因素
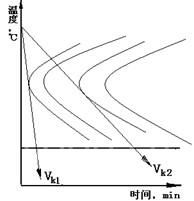
钢的淬透性取决于临界冷却速 度Vk, Vk越小,淬透性越高。 而Vk取决于C曲线的位置,C 曲线越靠右,Vk越小。
因而凡是影响C曲线的因素都是影响淬透性的因素。除Co 外,凡溶入奥氏体的合金元素都使钢的淬透性提高;奥氏体化温度高、保温时间长也使钢的淬透性提高。
3.淬透性的测定及其表示方法
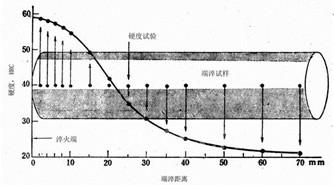
1)淬透性的测定常用末端淬火法
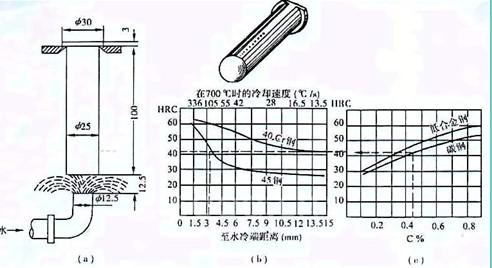
2)淬透性的表示方法 ⑴ 用淬透性曲线表示
即用 表示,J 表示末端淬透性,d 表示
表示,J 表示末端淬透性,d 表示
半马氏体区到水冷端的距离, HRC为半马氏体区的硬度。
⑵ 用临界淬透直径表示 临界淬透直径是指圆形钢棒在介质中冷却,中心被淬成半马氏体的最大直径,用D0表示。 D0与介质有关,如45钢D0水=16mm,D0油=8mm。 只有冷却条件相同时,才能进行不同材料淬透性比较,如45钢D0油=8mm,40Cr D0油=20mm。
4.淬透性的应用
1、对于截面承载均匀的重要件,要全部淬透。如螺 栓、连杆、模具等。 2、对于承受弯曲、扭转的零件可不必淬透(淬硬层深度一般为半径的1/2~1/3),如轴类、齿轮等。 淬硬层深度与工件尺寸有关,设计时应注意尺寸效应。
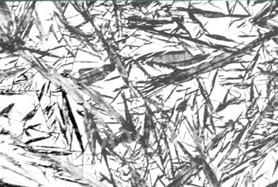
不同冷却条件下的转变产物 (共析钢)

淬火是应用最广的热处理工艺之一。淬火的目的: 获得马氏体组织,提高钢的性能。
一、淬火温度
1、碳钢 ⑴ 亚共析钢淬火温度:Ac3+30-50℃。预备热处理组织:退火(F+P) 或正火组织(F+S或S)。
亚共析钢淬火组织:0.5%C时为M 0.5%C时为M+A’。
在Ac1~ Ac3之间的加热淬火称亚温淬火。亚温淬火组织为F+M 强硬度低,但塑韧性好。
⑵ 共析钢淬火温度 Ac1+30-50℃ 淬火组织 M+A’。
⑶ 过共析钢 淬火温度 Ac1+30-50℃ 温度高于Accm,奥氏体晶粒粗大、淬火后马氏体晶粒粗大;M含碳量高, A’量增多。使钢硬度、耐磨性下降,脆性、变形开裂倾向增加。
淬火组织为 M+颗粒状Fe3C+A’ * 预备热处理组织 P球。
2、合金钢 由于多数合金元素(Mn、P除外)对奥氏体晶粒长大有阻碍作用,因而合金钢淬火温度比碳钢高。 ⑴ 亚共析钢淬火温度 Ac3+50-100℃ ⑵ 共析钢、过共析钢淬火温度 Ac1+50-100℃
二、加热时间(升温、保温) 6500C以上,慢,减小热应力 650-4000C,快,避免C曲线 4000C以下,慢,减轻相变应力
三、淬火介质
理想的冷却曲线应只在C曲线鼻尖处快冷,而在Ms附近尽量缓冷,以达到既获得马氏体组织,又减小内应力的目的。但目前还
没有找到理想的淬火介质。常用淬火介质是水和油。 水的冷却能力强,但低温却能力太大,只用于形状简单的碳钢件。
油在低温区冷却能力较理想,但高温区冷却能力太小,用于合金钢和小尺寸的碳钢件。 熔盐作为淬火介质称盐浴,冷却能力在水和油之间,用于形状复杂件的分级淬火和等温淬火。
其他淬火介质如聚乙烯醇、硝盐水溶液等也是工业上常用的介质。
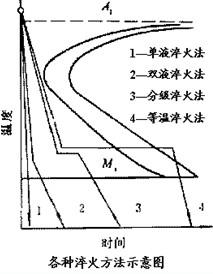
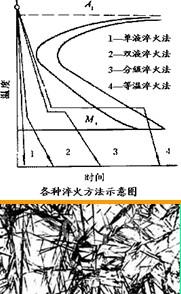
四、淬火方法
采用不同的淬火方法可弥补介质的不足。 1、单液淬火法加热工件在一种介质中连续冷却到室温的淬火方法。操作简单,易实现自动化。
2、双液淬火
法 工件先在一种冷却能力强的介质中冷却,躲过鼻尖后,再在另一种冷却能力较弱的介质中发生马氏体转变的方法。如水淬油冷,油淬空冷。 优点是冷却理想,缺点是 不易掌握。用于形状复杂的碳钢件及大型合金钢件。
3、分级淬火法 在Ms附近的盐浴或碱浴中淬火,待内外温度均匀后再取出缓冷。 可减少内应力 用于小尺寸工件。
4、等温淬火法 将工件在稍高于Ms的盐浴或碱浴中保温足够长时间,从而获得下贝氏体组织的淬火方法。 经等温淬火零件具有良好的综合力学性能,淬火应力小。 适用于形状复杂及要求较高的小型件。
五、钢的淬透性
淬透性是钢的主要热处理性能。是选材和制订热处理工艺的重要依据之一。
1.淬透性的概念
淬透性是指钢在淬火时获得淬硬层深度的能力。其大小是用规定条件下淬硬层深度来表示。 淬硬层深度是指由工件表面到半马氏体区(50%M + 50%P)的深度。
淬硬性是指钢淬火后所能达到的最高硬度,即硬化能力。
2.影响淬透性的因素
钢的淬透性取决于临界冷却速 度Vk, Vk越小,淬透性越高。 而Vk取决于C曲线的位置,C 曲线越靠右,Vk越小。
因而凡是影响C曲线的因素都是影响淬透性的因素。除Co 外,凡溶入奥氏体的合金元素都使钢的淬透性提高;奥氏体化温度高、保温时间长也使钢的淬透性提高。
3.淬透性的测定及其表示方法
1)淬透性的测定常用末端淬火法
2)淬透性的表示方法 ⑴ 用淬透性曲线表示
即用
表示,J 表示末端淬透性,d 表示 半马氏体区到水冷端的距离, HRC为半马氏体区的硬度。
⑵ 用临界淬透直径表示 临界淬透直径是指圆形钢棒在介质中冷却,中心被淬成半马氏体的最大直径,用D0表示。 D0与介质有关,如45钢D0水=16mm,D0油=8mm。 只有冷却条件相同时,才能进行不同材料淬透性比较,如45钢D0油=8mm,40Cr D0油=20mm。
4.淬透性的应用
1、对于截面承载均匀的重要件,要全部淬透。如螺 栓、连杆、模具等。 2、对于承受弯曲、扭转的零件可不必淬透(淬硬层深度一般为半径的1/2~1/3),如轴类、齿轮等。 淬硬层深度与工件尺寸有关,设计时应注意尺寸效应。
不同冷却条件下的转变产物 (共析钢)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通