西门子PLC在数控平头设备中的应用
本系统选用西门子公司的S7-200系列CPU222PLC作为控制的核心,利用CPU222的2路独立的20KHz的高速脉冲输出来控制步进电动机的运动。根据系统对刀具加工精度的高要求,选用步进电机来控制加工程序。
1、前言
我们都知道,使用传统的普通平头设备的进行工件的平头操作,平头面的光滑度和平面度,会受到刀具的精确程度以及操作人员的熟练程度等诸多因素的影响。鉴于存在这种问题,我们研制了数控平头机,它可以按照输入的进刀曲线连续工作,始终保持高精度和高效率,从而充分保证平头质量。
2、控制要求
数控平头机控制要求为:
(1)控制系统应可调整刀头加工程序;
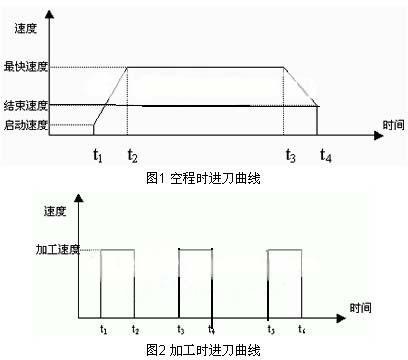
(2)不同的加工阶段可以选择不同的加工速度和加工深度。空程的时候的进刀曲线如图1所示,加工时的进刀曲线如图2所示;
(3)主轴转速应可调节,且范围应宽广;
(4)加工精确度高,加工材料平面的光滑度要求为Ra≤1.6μm;
(5)定尺尺寸精度:±0.5mm
3、系统的硬件设计
根据系统的控制要求配置硬件如下:
可编程控制器:1个西门子公司的S7-200系列CPU222PLC;
人机界面:1个DP210;
外设:2个步进电动机、2个步进电机驱动器、2个三相电动机、1台变频器、1个EM222、8个电磁开关、4个光电传感器和1个霍尔传感器。
3.1 系统的I/O点分配
由硬件结构图可知,系统需要5个输入点和14个输出点.CPU222PLC有8个输入点和6个输出点,因此需要增加一个扩展模块,选用8点输出的数字量扩展模块EM222.输入点是I0.0-I0.7;输出点是Q0.0-Q0.5和Q1.0-Q1.7,分配情况见下表1和表2:

[DividePage:NextPage]
3.2 控制器
系统的关键的设备部分是PLC。PLC是以单片机为核心专门用于工业过程自动化控制的电脑器件,具有极高的可靠性和稳定性。本系统选用西门子公司的S7-200系列CPU222PLC作为控制的核心,利用CPU222的2路独立的20KHz的高速脉冲输出来控制步进电动机的运动。此高速脉冲信号不能直接驱动步进电动机,需通过步进电机驱动器将功率放大后才能起作用。5路数字量输入分别与5个传感器相连接,用来判断步进电机的位置、工件的位置、刀头的位置。14路数字量输出中,有6路用来控制步进电机驱动器,8路用来控制电磁阀开关。
PLC本机有一个通讯口,为标准的RS-485借口,在PLC与上位机进行通讯时需将RS-485接口转换成标准的RS-232接口,可以采用四门子提供的隔离型PLC/PPI电缆进行转换。该电缆有拨码开关可以进行设置。在上位几上将控制软件编写好后,通过此线下载程序并监视程序的运行情况。为了降低成本,在程序调试好以后就可以不必用上位机进行操作和控制,而是用简单的操作面板即可。本系统选择是DP210操作面板。
3.3 系统的外设
根据系统对刀具加工精度的高要求,选用步进电机来控制加工程序。步进电机可以精确到一个脉冲,在本系统中一个脉冲的精度是0.005mm。步进电机驱动器用于驱动步进电机,从而控制刀头的动作,完成平头。步进电机驱动器接收到PLC的信号,包括CP步进脉冲信号,DIR方向信号,FREE脱机信号,经过其内部的功放电路和处理电路后输出到后面连接的两相步进电机。步进电机根据信号的编号来产生相应的动作。电磁阀直接接受来自PLC的控制信号产生动作。另外,PLC直接接受传感器的信号,通过内部程序的运算和逻辑判断来决定输出。
变频器用来控制主轴三相电机的转速。本系统中变频器采用基本参数运行模式,由电位器来设定运行频率,变频器的启动和停止由外部端子控制.根据不同工件的特点,通过旋转电位器来改变主轴电机的转速,外部端子的信号由PLC的第12路数字量输出控制。
4、系统的软件设计
系统的软件包括人机交互界面DP210程序和系统的主控程序。DP210程序完成操作人员同PLC之间的对话,主要是各个操作画面之间的相互转换和每个操作画面当中各个按键动作所对应的PLC程序的控制位。程序画面要与生产现场的工作流程相适应,越是前面的画面就越是使用率高的画面。
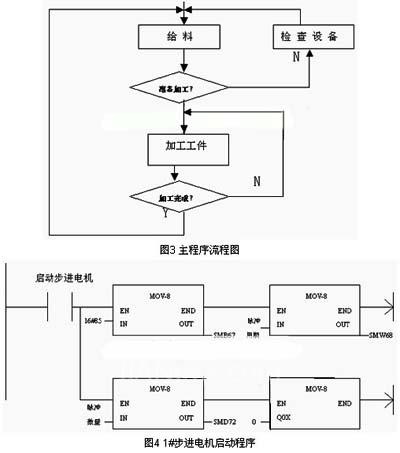
PLC程序接收到DP210的操作信号后,按照工作要求进行整个刀头工作的控制。主程序的流程图如图3所示。PLC主控程序中的核心控制是对步进电机的控制,启动1#步进电机的程序如图4,控制电机方向的程序如图5。

5、结束语
本文所设计的系统操作简单,加工产品范围广,加工精度高,已经成功应用于生产实践中。该平头机目前已经在某材料生产厂进行规则几何体的平头。自从开始生产以来,该系统运行稳定,产品质量显著提高,废品率明显下降。同时,极大的减轻了操作人员的劳动强度,提高了生产效率,还可以用于其它器件的平头。此外,我们设计一定范围内的刀头尺寸以适应不同工件尺寸的平头动作,且具有可更换功能。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈