邦纳机器视觉在汽车行业的应用
前言:
现今,随着汽车制造工艺的日益复杂,汽车制造商对零部件的质量也提出了更高的要求,面对激烈的市场竞争和客户高标准的要求,制造商和零部件供应商们,必须借助高效可靠的检测手段来避免不合格零部件的产生,这其中最值得关注的便是近年来发展迅速的机器视觉系统。本文借用邦纳公司的P3、P4、iVu机器视觉系统分别介绍了 “机器视觉”技术在汽车制造业中的几个应用实例,通过阐述其技术特点和所显示的优越性,展现了这项新技术在汽车制造业的应用前景。
美国邦纳公司拥有强大的机器视觉系统,包括硬件设计、软件开发、光源及配置。从单一的视觉检测到视觉系统集成,均可提供完整的视觉检测方案。视觉检测方案主要包括两个方面:硬件系统-相机,控制器,光源及支架;软件系统:控制系统,图形用户界面(GUI)和图像分析算法。邦纳提供所有这些影响视觉检测成功的产品和技术支持。
2010年邦纳公司全新推出了第五代视觉传感器—iVu系列。与以往产品类型不同,iVu系列无需连接电脑,可依靠自身解摸屏进行程序设定,其精小的体型、强大的功能、独特的外观尤其适用于普通光电传感器不能解决问题的场合,优异的性能可适用于不同行业的不同需求,目前已广泛应用在包装、印刷、汽车、物流、制药等等行业,下面以几个典型的案例介绍邦纳视觉系统在现代汽车制造行业应用。
一.汽车密封条涂层视觉检测
目的:通过视觉相机检测汽车密封条的涂层及单双层;
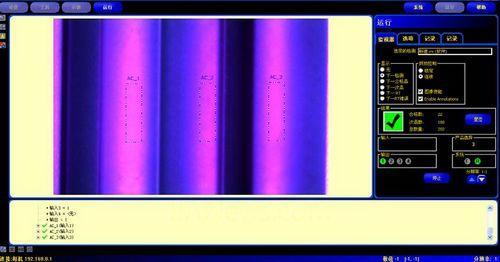
应用:汽车密封条的涂层里掺有荧光剂,从而在紫外光的照射下能够被视觉检测出来,通过彩色相机的颜色二值化工具可以根据表面的反光强度区分出涂层的有无。
传感器: Banner P4 CORLOR视觉
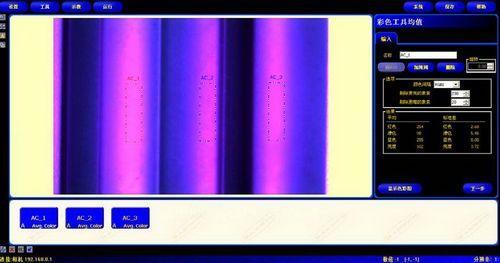
图一:分别对三个区域进行颜色均值的测量
图二:合格图片(表面有涂层)

图三:不合格图片(表面某个区域无涂层)
[DividePage:NextPage]
简述:汽车密封条在生产过程中为了提高其使用寿命,需要在其表面涂有透明的保护涂层,为了避免由于喷涂设备的故障造成涂层漏喷,需要增加相应的检测设备对涂层进行检测,目前成熟的方案是在透明涂层中添加荧光剂,这样在紫外光源的照射下涂层会有较明显的反光,工业视觉能够可靠的分辨出来,实际操作中机器视觉检测可以时时检测密封条表面的反光,在检测到密封条表面缺少涂层时,机器相机会给出报警信号进行后处理工作。
以上的对涂层有无的检测应用,如果密封条上有两层以上的涂层需要检测,例如客户需要检测产品表面是一层涂层还是两层涂层,则建议对荧光剂的掺杂比例或类型进行适当的配比,使不同的涂层在反光上有一定的差异。
二、 汽车零部件漏装视觉检测
目的: 通过视觉检测汽车零部件装配质量
应用:通过P4 视觉产品的二值化工具分别检测每个汽车零部件是否存在。
传感器:Banner P4 视觉系统
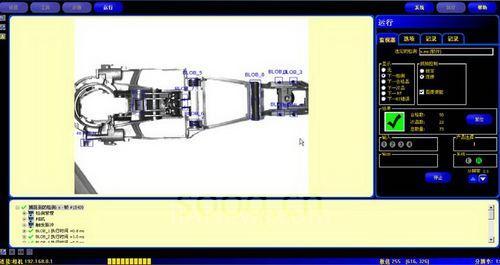
图四:合格图片(汽车零部件安装完整)
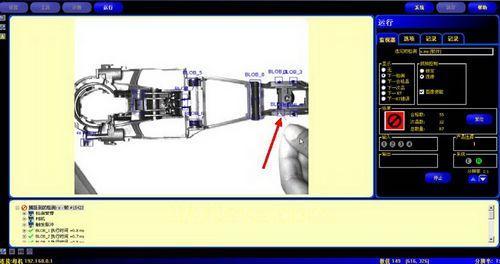
图五:不合格图片(某个零部件漏装)
简述:目前汽车零部件由于其复杂性,很大的一部分还是由人工进行装配,由于人工装配存在很大的不确定性,因此必须有一套严格的检测手段来确保工件组装的完整性,尤其是关键部位的零件,工业视觉相机可以同时对多个部位的零部件进行检测,通过对各个装配位置上轮廓、表面反光、尺寸等进行检测之后,作出准确判断零部件是否缺失,另外,相机可以针对多种类型的工件设置多种检测程序并保存在相机内部,当生产不同的工件时调用相对应的检测程序,一旦机器相机发觉有错误的零部件之时,给出报警信号进行后处理工作。
三.汽车零部件表面字符视觉检测
目的: 通过视觉检测表面字符有无
应用:通过Banner iVu图像传感器的模板匹配工具检测工件表面字符“P”的有无。
传感器:Banner iVu-TG 视觉系统
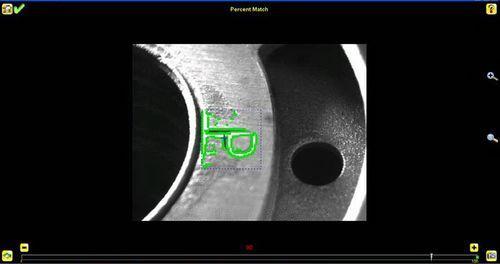
图六:合格图片(表面有字符)
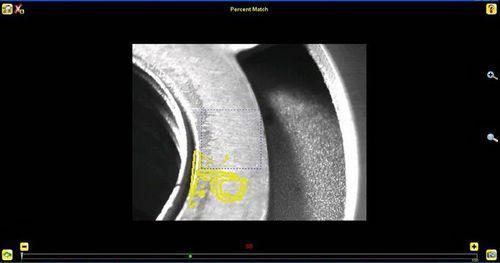
图七:不合格图片(表面无字符)
简述:汽车零部件在提供使用前必须经过严格检验,经检验合格后会打印上相应的字符标记,例如“P”(代表Pass),因此在装配使用该汽车零部件前,必须检测零部件是否有字符“P”,从而避免有不合格零部件混入。
iVu图像传感器能可靠检测出工件表面是否有字符(或者是打有二维码及其它相关信息),对不符合要求的零部件给出报警信号,系统会根据收到的报警信号对工件进行剔除。
[DividePage:NextPage]
四.汽车制动部件位置尺寸视觉检测
目的: 通过视觉检测汽车制动部件的位置尺寸
应用:通过视觉系统的边缘工具和测量工具来检测汽车制动部件的位置尺寸,从而判断是否发生偏移
传感器:Banner P4 视觉系统

图八:合格图片(个部件位置正确)

图九:不合格图片(刹车部件发生偏移)
简述:在汽车组装过程中,对零部件的位置有着极高的要求,这不仅包括每个零部件自身的安装位置,还包括不同零部件之间的相对位置,视觉系统通过边缘工具能够准确测量出各个工件的坐标、相对距离、角度偏移、平行度等位置信息,用户可以通过设置标准误差来判断产品是否合格,同时相机还可以通过窜口或者以太网将检测数据发送给客户端进行处理。
五:工作原理分析

图十:Banner机器视觉系统构建图
以上案例分别介绍了汽车零部件在制造过程中四个典型的检测应用,在实际应用构建中,基本系统构建大至是一致的,图十给出了解决方案系统构建图,下面分别对构建图中各个步骤及所用到的传感器、PLC及其他部件进行一一说明:
1. 当工件到达指定位置之后,通过Banner QS30光电传感器感应到工件到位,给机器相机发送出一个触发信号;
2. Banner P4机器相机收到触发信号后开始进行图像采集,采集生成图像(光源可提供稳定的拍照环境);
3. 视觉传感器根据事先设置好的程序对图像进行分析,判断是否为合格品,通过I/0或通讯将检测结果发送给Banner BLC智能逻辑控制器;
4. Banner BLC智能逻辑控制器根据检测结果驱动现场执行装置:(1)Banner TL50工业智能指示灯可简单作为合格品/不合格品的报警指示,(2)剔除装置在PLC的控制下对不合格品进行剔除动作;
5. Banner THM人机界面可对实时检测的数据进行监控并实现简单的控制作用;
6. 监视器可显示实时检测画面。
六:结论
上文介绍的机器视觉系统采用了邦纳机器视觉系统,操作简便,性价比高是邦纳公司一向传统,很容易根据客户现场的环境和客户的要求来设计系统配置和外观。另外,邦纳还配有功能强大,易于开发的视觉软件,专业而深入,为不同的用户提供快捷周到的服务,灵活响应客户的定制需求。
该机器视觉系统有着非常成熟的应用,操作简便,同时集合了邦纳公司的光电传感器、智能指示灯、PLC、HMI等等一系列的产品,为汽车零部件制造厂商提供完整的综合解决方案,该系统现已成功运用于国内外多家汽车的生产线,不仅满足用户的现有需求,而且还为用户预留很多功能和升级空间,为用户解决问题,减少很多人工成本,节省了巨大费用。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈