MAG花键冷成形工艺——经济型的花键生产方式
花键及其它形状的齿形有很多种不同的加工方式,所有这些加工方式都具有工艺缺陷。针对不同类型的花键,可以采用特殊工艺来进行不同方式的加工。
当给定的花键公差允许采用冷成形工艺,对比其它产生切屑的加工方法,采用冷成形工艺更具经济性。尤其是采用冷成形工艺可以实现较短的生产节拍,较低的材料成本和在工件内部获得均匀的晶体结构以及较高的表面加工质量,这些都使冷成形工艺在花键加工方面更具优势。
采用齿板加工方式的冷成形工艺在花键,油槽,螺纹,卡环槽和辊花加工方面体现了卓越的加工效果。如果一个零件具有多种上述齿形,这种加工方式可以一次完成全部或多种齿形的加工,从而降低了节拍时间。对比产生切屑的加工方法,采用冷成形工艺,节拍时间可以降低30-70% 。

图 1: 采用冷成形工艺加工的样件
另外,采用冷成形工艺,能够提高零件内部接近表面区域的金属组织的刚性,也是冷成形工艺的一个优势,这种工艺特性对零件的强度和耐用度的提高是有积极影响的,特别是通过冷成形工艺可以获得高质量的表面粗糙度。
冷成形工艺的加工原理
冷成形工艺是在加工过程中通过精确的压力来改变工件形状,迫使工件材料在压力下产生流动的一种加工方法。刀具挤入工件内部,迫使工件材料流向一个限定的空间。齿板式冷成形工艺的原理是两块齿板作相对运动并逐渐压入旋转的工件内部(图 2)。
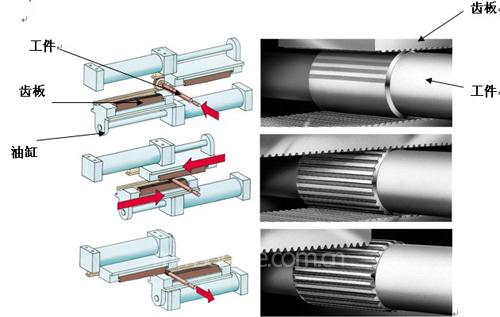
图 2: 冷成形工艺原理
工件在顶尖间固定,两块水平安装的齿板做相对运动,并同时驱动使工件旋转。齿板上预先磨好的齿形通过搓动工件形成工件要求的齿形。
承载齿板的两个滑台的运动同步性是很重要的,滑台的运动同步性是影响花键加工质量的主要因素。上、下齿板距离的变化将影响跨棒距的变化。搓齿前的工件直径的大小也是另外一个影响加工质量的主要因素。
搓齿用的刀具
在机床上安装有两块齿板。为了获得工件要求的花键齿形,齿板与工件的齿形是不同的。齿板分成三个不同区域。第一个区域为成形区。第二个区域为修正区。第三个区域为逐步衰减加工力区。在成形区域,齿板的齿逐步挤入工件内部
(图 3)。
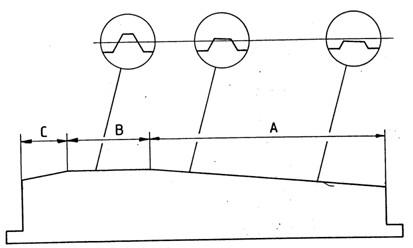
A: 金属成形 B: 修正 C: 衰减加工力
图 3:齿板上成形开始区域和结束区域齿的不同几何形状
搓齿刀具依据工件要求的齿形进行设计。如以上提及的,机床上可以一次设置多种刀具。
图4 显示了具有不同长度和齿形的刀具。
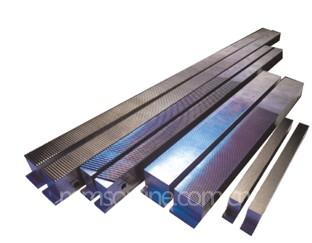
图 4: 依据不同齿形设计的刀具
冷成形工艺的优势
本工艺尤其适用于符合DIN 5480/ ISO 4156/ ANSI B92.2M 标准的花键和类似齿形的加工,特别适合模数0.3到2的齿形。压力角应大于25度,小压力角只有螺旋花键可以采用冷成形加工工艺。
冷成形工艺最大的优点之一是在花键末端无需一个较大的让刀区域,也不会象其它工艺,如采用铣削加工工艺时会产生较大的根切。采用冷成形工艺,即使齿形与工件的台肩很接近时,也可以加工。
在冷成形加工过程中,不会对工件产生很大的热影响,工件的温度最高是手温。工件温度可以通过特殊的冷却油进行降温,为环保之目的,也可以采用微量润滑。与其他成形工艺相比,无需采用任何清洗措施(如磷酸盐清洗),所以在多数情况下无需设置额外的清洗工艺。通过相应齿板夹紧装置的设计可以一次加工完成多种齿形。例如,一次完成花键和螺纹的成形,如果不同花键具有相同直径和齿形,这些花键可以一次同时加工完成。如果多个花键,齿形不同,可以在一次加工中先后完成辊轧过程。根据如上可能的加工方案,多种齿形可以一次完成辊轧成形,这就大大降低了加工成本。刀具根据齿形的要求设计,并采用金刚石砂轮进行数控磨削加工,所以任何工件要求的加工特性都可以通过齿板的设计获得。例如,以一个微小的螺旋角度来辊轧花键,对于装配而言,内外花键的啮合就变得更加容易。刀具的最长尺寸决定能否采用冷成形工艺,如果刀具的最长尺寸超过限定的尺寸范围,则不能采用冷成形工艺。刀具的长度根据工件的几何尺寸确定,如花键的模数,直径,以及工件材质的硬度和抗拉强度。
冷成形工艺适用的材质
冷成形工艺基本上适用于所有合金钢材料的成形加工。特殊情况也可进行灰口铸铁或铝材质的成形加工。
被成形材料应具备均匀的晶体结构。锻造材料在辊轧前应经过回火工艺的处理。抗拉强度在600和800N/mm2之间的材料最适宜采用辊轧工艺。特殊情况下,被成形材料的抗拉强度可以达到1200 N/mm2。
冷成形工艺的FEM-模拟
通过有限元分析可以进行复杂成形过程的计算。通过计算结果使我们能够研究冷成形过程并进行相应齿板的设计来改进工件辊轧后的几何特性。图5显示了冷成形加工过程中齿的形成过程。从图片上可以看出,甚至当齿中心的工件材料开始流动的时候,每个齿的内部应力分布基本相同。如果工件材料流动过程越稳定加工质量就越高。
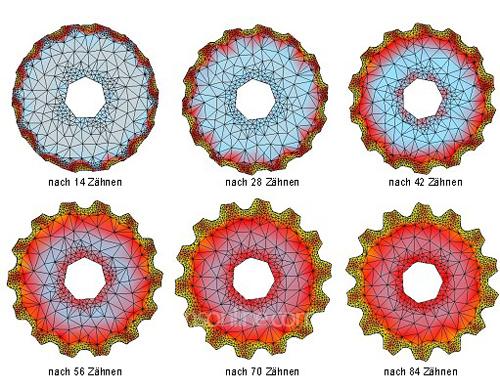
图 5: 冷成形过程中齿的形成
所以加工过程中要尽可能使工件材料同时流动,否则在齿的顶部将形成兔耳状的典型齿形,虽然大部分齿形偏差都在要求的公差范围内(见图 6)。
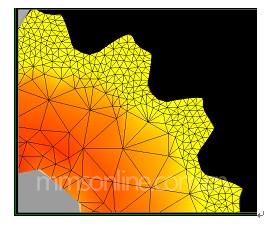
图6:花键几何形状的形成细节
根据有限元分析的结果,通过修正齿形,冷成形工艺过程中的典型齿形偏差是可以被降低的,从而获得最高质量的冷成形齿形。
工艺的经济性
较短的节拍时间和较长的齿板使用寿命使得齿板式冷成形工艺成为及其经济的生产手段。对于抗拉强度在600 和800 N/mm2 之间的材质,刀具的使用寿命超过100.000 个齿形的加工都成为可能。齿板的硬度很高,可以多次重复修磨,所以综上所述,一副齿板可以完成500.000或更多齿形的加工。 另外,与采用铣削加工工艺相比较,冷成形工艺具有更大的优势。对于一个24齿,模数为1,长50 mm的花键,与铣削加工工艺比较,若采用冷成形工艺,可以最大降低60%的加工时间,加工成本可以降至75%。

图 7: MAG冷成形机床 XK2xx 系列
(Dr. M. Stanik, B. Kreissig. W. Schulz, MAG Europe)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
