·pro-face 触摸屏与PLC通讯在净水系统中应用实例
我们在该实例中用到的触摸屏为GP37W2-BG41-24V ( 5.7 英寸,单色蓝白LCD ) ;PLC采用台湾 Fatek 公司 FB 系列 PLC 的一款,其型号为 FBe-28MC ( 28点,16 点IN/12 点OUT ) 。
1、工艺流程
净水系统,由于其组成设备多,水的各种指标严格,如纯度、PH值、电导率等。HMI与PLC通讯引用在净水系统,很好的满足了工艺要求,改变了传统复杂的按钮控制方式。如下图示,净水系统的流程框图如下。
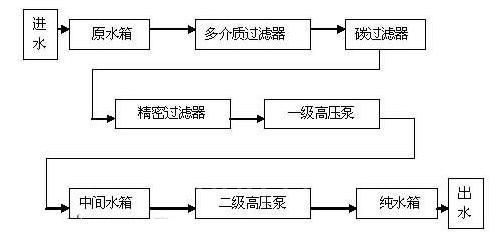
该净水系统用到了许多水泵和阀门控制,当然还有许多传感器和检测器。这些检测设备获得的信号,通过电缆传送到PLC,PLC再对信号进行处理。PLC通过通讯电缆,将信息传送给HMI GP ,这样在HMI(人机界面)上得到显示,方便操作技术人员进行相应的操作。
由于各个水箱的供水设备都是水泵,那么我们需要注意,水泵这种特殊的设备,不适宜频繁启动,否则容易损坏,降低使用寿命,甚至直接损坏。所以,我们需要对这种频繁启动采取避免措施。鉴于传感器只能对限位做出立即动作,即达到限位就有信号,保持通的状态;低于限位就没有信号,保持断的
一、净水工艺控制要求
根据附图Ⅰ,我们可以大概的了解净水系统整个的系统控制要求和流程。对于一个工程,其详细的现场工艺控制要求非常重要,它是PLC程序编写的准则和现场调试的校验标准。
净水工艺控制要求:
⑴、原水箱通过外接设备供水,当原水箱液位检测为低的时候,原水泵停止运行;当原水箱液位检测为中的时候,原水泵运行;原水箱液位检测为高的时候,外接设备停止供水。
⑵、原水泵与加絮凝剂供给泵联动。
⑶、原水泵在开始运行的同时,浓水阀打开,开始排放浓水,2分钟后,一级高压泵自动启动,浓水阀自动关闭,停止排放。
⑷、PSL1压力差开关低压时,5秒钟后,一级高压泵停止运行。PSL2压力差开关高压时,一级高压泵立刻停止运行。
⑸、当原水泵停止运行的时候,一级高压泵停止运行。
⑹、中间水箱液位检测为高时,一级高压泵停止运行;中间水箱液位检测为中时,一级高压泵启动运行。
⑺、加阻垢剂计量泵与一级高压泵联动。
⑻、加NaOH计量泵与二级高压泵联动。
⑼、中间水箱液位检测为中时,二级高压泵启动运行;中间水箱液位检测为低时,二级高压泵停止运行。
⑽、纯水箱液位检测为高时,二级高压泵停止运行;纯水箱液位检测为中时,二级高压泵启动运行。
⑾、纯水箱液位检测为低时,纯水泵停止运行;纯水箱液位检测为中时,纯水泵启动运行。
⑿、纯水的电导率检测高时,纯水电磁阀门关闭,纯水回流电磁阀门开启;纯水电导率检测为低时,纯水电磁阀门开启,纯水回流电磁阀门关闭。
⒀、纯水泵与杀菌器联动。
⒁、清洗泵为手动状态运行。
⒂、系统有手动/自动两种工作运行状态。
⒃、停机控制为手动控制,当按下停机按钮,系统在5秒后自动停止。
根据净水系统工艺控制要求,我们编写PLC程序,进行试验室测试,然后安装到净水设备上,进行现场调试。(PLC
原程序参附程序Ⅰ)
二、PLC FBe-28MC I / O 点设置及中间存储器、定时器设置
根据净水系统工艺控制要求,针对PLC FBe-28MC 的主机电气规格,我们对PLC的I / O
点进行设置,并且将用到的中间存储器和定时器进行设置。
在下表中,给出了PLC的I / O点对应的控制电气信号或设备;并对中间存储器、定时器进行选择设置。
PLC FBe-28MC I / O(表 三)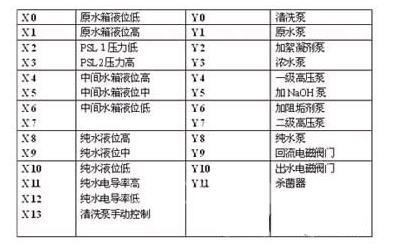
注:16 点的输入,X 7, X 14, X 15没有接输入信号;Y 12没有接输出信号。
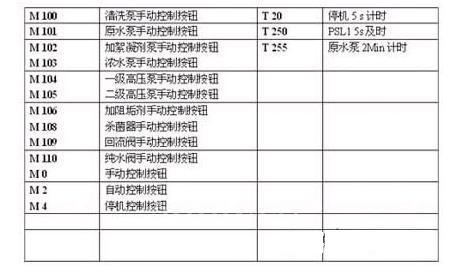
主要PLC FBe-28MC M、T(表 四)
三、GP37W2画面程序编写
Digital
公司GP系列可编程序触摸屏的画面设计及编成软件,在购买产品的时候可以获得。该软件为GP-PRO/PB3 for Windows (支持Windows 98 / Me / 2000 / XP 系统),目前最新的版本为 Version 7.01。(本文附件中包括了净水系统的PLC程序)在选择系统组成后,我们需要对系统进行编程,这里讲到的是对可编程序触摸屏的编程。既然是用触摸屏的触摸方式来控制该净水系统,我们需要做出画面,并设置按钮来,在手动控制环境下,按钮对应控制PLC中的中间存储器,从而达到控制PLC的目的。同样,在自动运行环境下为了把系统的各个电气设备的工作状态显示出来,以便现场控制技术人员采取对应的措施继续控制,我们需要做出报警画面,通过它来显示系统各个电气设备的工作状态,许多个指示灯,它们是功过监视PLC对应信号来显示的。

HMI 画面的制作和GP程序的编写,我们都可以用GP-PRO / PB3 for Windows软件来完成,其具体的操作和相应的规则,可以参考书籍Pro-face 操作应用基础、Pro-face 高级应用手册和the Manual of GP-PRO / PB3 for Windows ,仔细学习一下,你就可以很轻松的完成HMI画面的制作和GP程序的编写。
根据项目规则及净水系统工艺控制要求,并考虑调研得到的现场操作控制的需要,我们在对多套方案做出分析后,选择了本套方案,它满足控制的简单化,并易于现场技术员的控制。画面由五幅画面组成:主画面、控制选择画面、手动输入控制画面、自动控制状态显示画面和控制流程图画面。它们彼此间可以切换,并可以返回上一级画面,操作简单,且可以满足工厂现场控制需要。
如下图示,我们举出两幅画面例子,一幅为主画面,另一幅为手动输入控制画面。
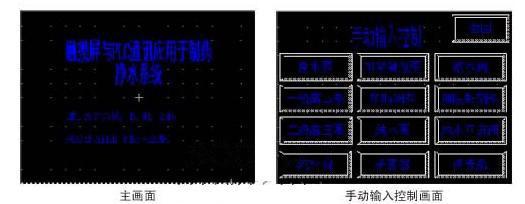
在这里简要介绍一下画面的工作,当按
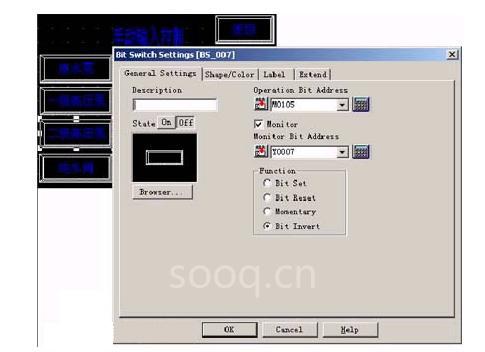
这种按按钮来控制电气设备,是通过控制PLC的中间存储器来实现的,而其颜色的显示则是通过监视PLC相应输出信号的状态实现的。如图示,在按下二级高压泵按钮时,弹出一个窗口Bit Switch Setting ,可以看到Operation Bit Address ,显示的是M 105中间存储器地址,它即是表四中列出的M 105,二级高压泵手动输入控制按钮。Bit Invert 是指控制位可以通过触摸的方式来实现置位和复位双重控制。
我们编写好的GP画面和程序最后需要的就是通过专用电缆GPW-CB02,通过PC上的串口和GP上的TOOL口,用RS232C通讯方式下载到GP上,这样GP的程序就算完成了。当然,我们可以通过使用仿真的方式,来查看画面的切换及程序的运行是否正确,为现场调试减少工作量。
四、PLC FBe-28MC 程序的编写
FATEK FB系列PLC 之一FBe-28MC PLC 程序的编写可以用对应的FP-07程序书写器来编写。但我们选用了用PC ( Personal Computer )来进行编写。FATEK FB系列PLC的专用编程软件为 WinProladder Version 1.06
(English) (支持 Windows 98 \ Me \ 2000 \ XP操作系统),该软件在购买FB系列PLC时,可以从公司获得。(本文附件中包括了净水系统的PLC程序)。
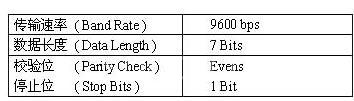
该软件操作简单,采用梯形图(LED)编程方式。学习过电气工厂控制,具备一定的编程经验的技术员都能很快掌握。同时,我们也可以参考《永宏可编程序控制器FB系列-使用手册Ⅰ硬件篇&基础功能篇》,《永宏可编程式控制器FB系列-使用手册Ⅱ高级功能篇》该软件编程方便,传输下载程序都是很简单的。值得注意的事项是,我们在对编写好的梯形图程序,下载到PLC上的时候,我们需要对通讯参数进行设置。如下表所示:
在这里我们举个例子来进行说明,利用高速计数器作等长度截断控制。
工程结构:
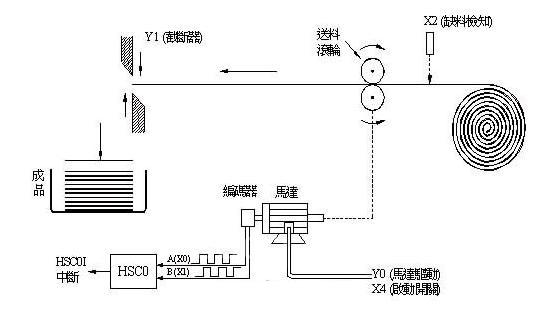
从系统结构很容易看出,X 2 是一个检测输入信号,它是相当于一个运行常闭开关,即当可以检测到来料的时候,X 2输入信号存在,整个系统才可以开始工作;当无法检测到来料的时候,X 2 输入信号不存在,整个系统停止工作。X 4 是一个启动开关,开启系统作用,一旦X 4输入信号存在,则系统开始自动运行。
主程序:

我们根据该系统工艺控制要求,为该净水系统编写程序。前面已经给出了该系统 I / O点的设置,并且给出了中间存储器、计时器的设置选择。在附表Ⅳ中,我们给出了该系统的整个梯形图程序,供参考。
PLC程序编写好以后,我们就可以通过下载电缆,将PC上的程序下载到PLC上。到这一步,我们就完成了系统的软件部分。现在,我们可以通过GP-PLC通讯电缆,来实现系统的控制试验,最后则安装到机械设备上,进行现场调试。
系统安装好以后,在后期的维护中,我们如果需要对GP程序或PLC程序进行更改,我们只需使用相应的下载电缆对GP或PLC上的程序进行下载到PC上,然后做出更改,仿真后,再重新下载到GP或PLC上,进行调试,试运行,直到符合要求即可。我们可以认识到该系统的后期维护非常的方便,使用效果很好。
结论
该应用实例已经在工业生产中投入实施,效益良好,可以预见将有很大的发展空间。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈