基于分形理论的高效机器视觉检测系统
前言
现代工业的发展对工业制件、材料等产品的表面质量提出了越来越高的要求,同时对制件表面的检测、识别和评定也提出了更高的要求, 对表面加工微观特性的评定从定性综合评定阶段转向了定量、标准化参数评定阶段。然而这些参数的测量与评定的难度大,生产过程中的相关检测过程增加了生产成本。
以生产质子交换膜燃料电池气体扩散层核心材料TLG-23的生产线为例,该材料的生产加工要经过初加工、成型、碳化、催化和PTFE处理五种工序,每一种加工过程的优劣都直接影响着最终产品的质量。传统的生产流程是每个工序加工完一定量之后,对该材料进行取样然后送到检测试验室进行测定,在测定的过程中试验环境的微小改变都会对试验测定结果造成严重的影响,这样的生产方式严重的影响了生产效率,产品远远不能满足市场需求。
因此寻求一种表面微观特性检测的高效的解决方案成为了当前迫切需要解决的问题。针对上述存在的一系列问题,我们利用NI公司的虚拟仪器技术,设计了一个对生产材料表面进行分形特性分析的视觉检测系统,成功实现了产品的在线检测。
系统硬件平台的构成
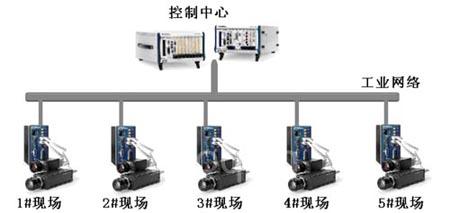
NI的虚拟仪器技术使用成熟的计算机技术和模块化的高性能硬件为我们系统的实现提供了强有力的支持。PXI系统能提供最佳的性能,Compact Vision System(CVS) 系统是NI公司PAC(可编程自动控制器)系列产品中专门用于视觉采集检测的产品,提供了最为坚固的硬件结构。 整个检测系统是一个利用NI CVS和PXI产品建立起来的高性能集成化实时系统,其中PXI系统由嵌入式实时PXI控制器PXI- 8146 RT和PXI机箱等模块组成,在本系统中承担着控制中心的重要作用;实时紧凑视觉系统使用了CVS-1450,在本系统中担当前端工业现场的图像采集和测量系统地初步处理的任务。分布在多个生产流程的CVS系统通过1394摄像头采集数据并进行前端处理,之后通过工业以太网将数据传输给PXI控制中心。(如图1所示)
系统软件平台的实现
本检测系统的软件主要使用了NI公司的可视化图形编程软件LabVIEW7.1完成,其友好的界面、方便快捷的编程方式和功能丰富强大的函数库为这一复杂的视觉检测系统的开发提供了支持。检测软件在控制中心端运行,利用PXI的强大性能,完成对图像的分型分析,得到相应检测参数结果,提供用户监控和操作界面。
整个检测系统的灵魂在于其软件算法使用了当前备受关注的分形理论。目前分形理论成功的应用于描述工程表面呈现出的随机性、无序性、自相似性、自仿射性和多尺度性等。由此使得工业加工和生产表面微观特性的识别与评定应用到了工程实际。在系统的构建过程中采用Weierstrass-Mandelbrot分形函数(如公式1所示),通过功率谱识别表面形貌
系统性能测试与验证
我们将整个系统投放到了质子交换膜燃料电池气体扩散层核心材料的TLG-23生产线上,使用LabVIEW开发的检测控制软件是在PXI平台上运行的,图2显示的是2005年6月29日的一次实时测试的界面。
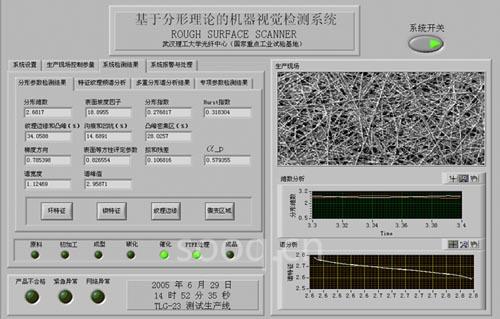
在生产线的工业网络上还有其它自动化生产设备,CVS和PXI构成的检测系统可以和它们无缝连接,在整个的测试过程中可以保证实现实时在线检测,这样不仅省去了以前耗时复杂的检测过程,大大的提高了生产效率,目前TLG-23的产量由以前的单生产线100张/天提高到了835张/天。同时检测的准确率也大大提高,图3是近期的生产测试报告,从检测的结果分析其完全符合实际生产需要,达到了设计要求。

系统优势
1.满足工业环境的需要
虽然现有的摄像机能完成大部分的图像采集工作,但是采用这些传统图像采集构建的视觉检测系统一旦工作在较为苛刻的工业生产现场时(如高温、电磁干扰严重等工况下),就会出现检测错误,甚至不能工作的情况。在我们的TLG-23生产线上有大量的工序是在高温、高压等苛刻工况下进行的,在测试系统设计的初期阶段,曾经试用传统摄像机采集,但在TLG-23生产线进行测试时,由于在生产流程中的碳化过程是在极其苛刻的生产温度下进行的,导致该工作现场的视觉系统完全不能正常的工作。而在分形理论中,必须最大限度的保证现场视觉采集系统稳定性和精度,才能大大提高该机器视觉检测系统的检测准确性。后来采用得NI的CVS 1450系统,由于此系统是专门针对工业应用恶劣的温度、电磁干扰、噪声、震动等环境设计的,能够在极端温度下正常工作,系统在整个碳化过程中采集到的图像都没有因为现场的高温发生图像变形、模糊等现象。
2.强大的扩展性与二次开发能力
由于采用了NI的虚拟仪器技术,使得本系统拥有强大的灵活性、集成性和坚固性,能够和现今绝大多数的自动化设备进行通信,可以在不淘汰现有生产控制设备的情况下引入这一先进的视觉系统。
在硬件方面,可以在不改变我们现有生产线上的自动化控制设备的情况下, 只需在软件的设置中选用不同的配置和选项,将原来的自动化控制设备接入我们的工业网络中,达到协同工作,在一定的程度上节约了我们的生产成本,同时扩展了我们系统的应用领域。
如果是对于一个全新的生产线,我们则可以选用NI的FieldPoint分布式I/O来替代PLC等设备,这些FieldPoint分布式 I/O不仅结合了PLC的可靠性和PC的功能,而且能在最为恶劣的工作条件下提供精确的测量和控制。同时这些FieldPoint分布式I/O还可以和 Compact Vision系统和PXI控制中心的通信上保持一致,通过友好的LabView软件设计的用户面板达到共同监测测量数据。
而在软件方面,系统通过结构函数来区分不同的材质表面。在系统运行前可以对系统进行配置,选择加工方式(如抛光、研磨、精车、电镀等),更具灵活性,可以使检测系统应用在更多的工业材料生产现场,其操作界面友好、维护方便、易于升级。由于该系统有着广泛的应用范围,目前还在另一种材料WHQ- TJ-4G的生产线上用于产品的测试,其测量分析的结果也完全满足设计要求。今后也可以应用于磁盘涂层和不锈钢零件等高精度工程材料的生产检测中。
结论
基于分形理论的高效机器视觉检测系统使用NI的CVS视觉系统、PXI控制器和LabVIEW7.1进行系统的软硬件平台的构建。该检测系统应用分形理论,成功的将对工程表面形貌的识别和评定应用到了工程实际,取得了令人满意的效果,可以说有了此系统的在线检测,从根本上改变了某些特殊产业的原有生产模式,使得以往一直制约原有生产系统联网的环节得到了解除,实现了真正的生产自动化。其突出优点在于:①检测系统采用简洁的总线形网络结构;②系统结构具开放性、可扩充性;③具有强大的人机交互界面,维护简便;④拥有强大的二次开发能力,应用范围广泛;⑤从系统的稳定性和建设费用等多方面综合考虑,有效的保证了系统的可靠性;⑥便于和NI的其他软硬件结合起来,构建功能更加强大、完整的工业控制测量系统,便于形成标准化。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
