欧姆龙运动控制器在多轴套色印刷机中的应用
随着印刷技术的不断发展的今天,印刷机的控制技术也在不断的进步,越来越向数字化、智能化发展,生产的高效率和产品的高质量要求使得一些高精度电气
系统和高性能自动控制系统应运而生,而自动控制系统的使用,使复杂的印刷工艺变得简单精确,并且越来越多的机械部分也由电气系统所取代,下面将介绍一下OMRON运动控制系统在多轴套色印刷机上的应用。
2 系统工艺要求
这套设备是垃圾纸带成形机,成形过程中需要在垃圾纸带上进行套色、涂胶、打孔、切断,原有系统是通过一个主电机带动其他印刷、涂胶、打孔、切断等单元进行动作,通过一组主传动凸轮机构进行刚性连接,由于机械凸轮机构的存在,不仅给设计、开发、维护造成困难,而且带来了诸如体积大,造价高等一些列问题。
现在客户希望通过电气化无轴传动控制系统取代原有的传动齿轮、轴传动,从而使机器的制造、安装、保养更简单,减少了机械故障。由于使用了无轴传动技术,各个单元由伺服电机独立控制驱动,主轴与套色涂胶、打孔、切断等单元之间的同步由欧姆龙高级运动单元CJ1W-MCH71进行控制,操作、开发、使用非常简单,而且暂时不用的单元也可方便地离合。
采用无轴无齿轮传动技术,每个单元都独立控制,运用最新的伺服电机和运动控制系统,能充分保证套色、涂胶、打孔、切断与主轴同步运转要求。
整个系统分印刷前系统和印刷后系统,其中印刷前系统包括2次印刷套色,涂胶;印刷后系统包括打孔,成形、切断。每个单元具体工艺如附表所示:
附表 单元工艺
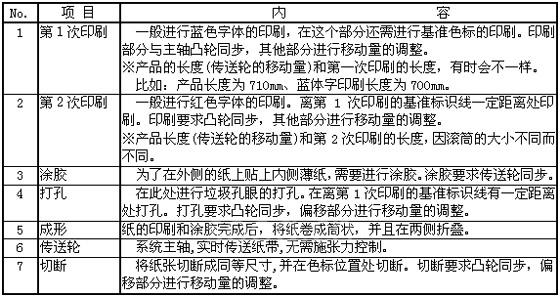
套色印刷位置精度为±0.5mm,速度35m/min,印刷纸张宽度可以调节。系统工艺原理如图1所示:
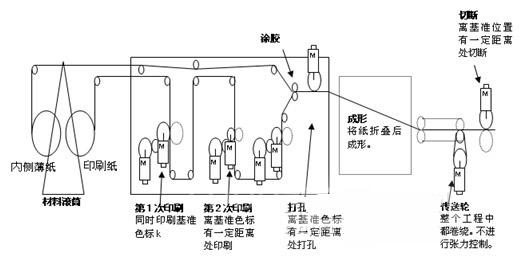
图1 系统工艺原理图
3 系统方案
l 传送轮:传送轮是整套设备的主轴[J01],按照一定的线速度运动,其他轴与主轴同步。
l 第1、2次印刷:两个印刷轴[J02],[J03]与主轴[J01]按照一定转动角度进行同步运动,由于每次套色印刷都要进行色标跟踪,所以需要通过检测标记来对每一次凸轮运动进行修正。
l 涂胶: 涂胶轴[J04]完成内侧薄模与外层粘合,因此只要进行简单的与主轴进行一定比例的同步控制即可。
l 打孔、切断:这2轴 [05],[J06]必须与主轴按照一定转动角度进行同步运动,当进行涂胶、打孔、切断时,3轴与主轴凸轮同步,当没有进行这三个操作时,速度可以调节,这样的话需要使用电子凸轮,并且可以在线改变凸轮角度。
完成一次印刷的时序图如图2所示:
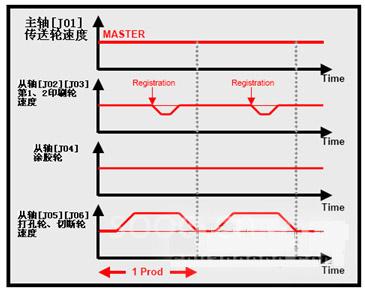
图2 一次印刷的时序图
4 系统配置
控制方案可以采用基于CJ1系列的CJ1W-MCH71控制器,通过ML2高速通讯总线来实现多达30个实轴的同步控制,驱动器采用R88D-WN××-ML2系列内置ML2通讯口的伺服驱动器,触摸屏采用NS-10系列的触摸屏,通过SAP内置控件完成画面编辑与控制。系统配置图如图3所示:
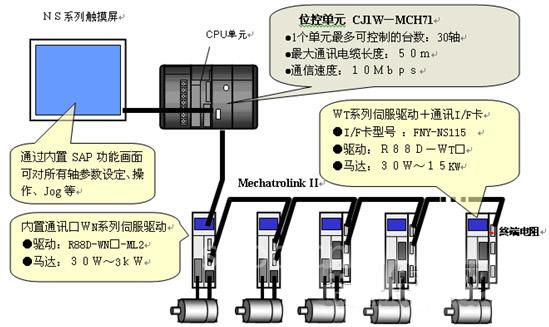
图3 系统配置图
5 部分程序说明
5.1传送轮(主轴[J01])
传送轮以恒定的线速度进行运动,可以通过SPEED即速度控制指令来完成,程序如下:
SPEED[J01]#IW0B01 T2000;
…….
SPEEDR[J01] T2000;
传送轮以一定的速度命令运动,加速时间为2000ms,其中速度可以通过变量IW0B01进行给定;传动轮在减速时间为2000ms停止运动。
5.2第1、2次印刷(从轴[J02]、[J03])
由于需要色标跟踪,所以需要通过色标进行修正,在从轴与主轴进行同步运动时,需要叠加修正的偏差量,如果机械部分调节到最佳状态的话,那么修正值就越小,要完成修正控制,就要使用虚轴。虚轴是计算机内部假想轴,运动状态和实轴一样,可以读取虚轴当前位移量,由于没有真实的位置反馈回路,因此实际反馈与目标位置相同,没有误差,将实轴与虚轴进行数学相加后可以得到合成以后的实轴运动。实轴与虚轴速对轨迹叠加后的合成轨迹如图4所示:
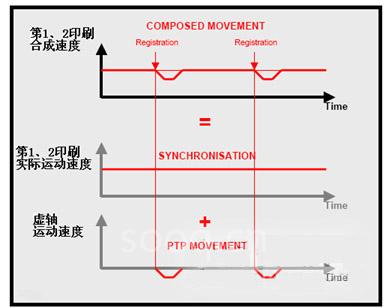
图4 实轴与虚轴合成轨迹
伺服驱动器CN1接口中有三个可供分配的外围输入端子可以作为锁定编码器计数值的功能,延迟时间仅为3μs,但是对驱动器来说,同一时刻只有一个输入有效,最大需要在80ms以后,进行下一个锁定输入,需要进行时间的调整。另外在每个周期必须将当前读取位置值进行运算后清零,才能保证下一次与目标设定值进行正确的比较计算,得出偏差值。以第1印刷轮[J02]为例,将标记目标设定值存放在变量#ML0004中,用ADDAX指令,进行实轴与虚轴[J32]的叠加操作,用LATCH指令锁定当前位置信息存放在变量#ML000中,程序如下:
ADDAX [J02][J32];
…
CONNECT [J02]1[J01]1;
…
IF #IB0B000==1;
LATCH [J01]#ML0000;
WAIT #SW022A==2;
WAIT #SW022A==4;
#ML0002=#ML0000-#ML0004;
INC MOVE [32]#ML0002;
…
ENDIF;
…
[J02]将虚轴[J32]位置叠加到[J02],然后以1:1的比率与主轴同步,当位变量#IB0B000位ON后,将当前位置信息锁定存放在变量#ML0000中,等待[J01]的正在执行的锁定信号直到锁定操作结束,将当前位置信息与目标设定值进行比较,偏差量存放到变量#ML0002中,然后虚轴[J32]执行相对移动,位移量为变量#ML0002中偏差值。第1、2印刷轮的运动效果图如图5所示:
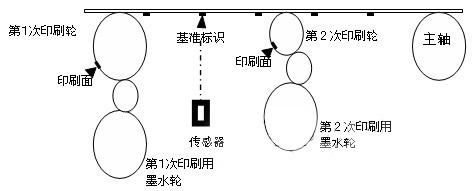
图5 第1、2印刷轮的运动效果图
5.3打孔(从轴[J05])
打孔在进行操作时,始终保持正转(或反转),要与主轴保持同步控制,由于在进行打孔和切断时,电机总是在一定角度范围内进行工作,所以采用电子凸轮方式,预先制作CAM表,如果打孔或者切断与实际值有偏离的话,可以根据偏离值的正负调用不同的CAM表进行修正,同理,可以用虚轴叠加实轴的方式完成修正,以打孔[J05]为例,变量还是采用2)中的3个变量,其中#ML0012中的同步链接的位移可以根据产品长度改变,CAM1,CAM2分别存放针对不同位移量而制作的凸轮控制表,程序如下:
CONNECT [J05]1[J01]1;
ADDAX [J05][J32];
IF #ML0002>0;
CAMBOX [J32]1 [J01]#ML0012 K100. ;
ELSE;
IF #ML0002<0;
CAMBOX [J32]2 [J01]#ML0012 K100. ;
ENDIF;
ENDIF;
6 结束语
采用欧姆龙的运动控制MCH71进行多轴同步套色印刷的控制,其生产能力和印品加工质量脚原有机械系统相比有较大提高,同时系统配置的灵活性增加,便欲扩展,同时可以印刷设备延伸到包装生产线(MCH最大控制轴数30轴),真正实现包装印刷一体化。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈