30飞剪的PLC控制及其失控的解决措施
30飞剪对从中轧14#架出来进入精轧机的红钢进行切头切尾及精轧堆钢时碎断红钢,对红钢在
精轧的顺利轧制起着重要作用。30飞剪失控所造成的堆钢及碎断影响轧制节奏,造成坯料的浪费,对轧钢的成材率有较大的影响。因此有必要对30飞剪的失控原因进行分析,并提出解决办法。
1 30飞剪PLC的控制过程
1.1 30飞剪梯形图
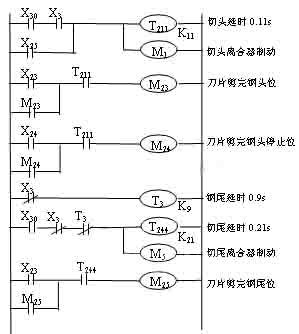
30飞剪采用FX2—80MR型PLC控制,用于对红钢的切头切尾及碎断,PLC控制梯形图如园1所示。其中:X3为飞剪前光电信号,X23为刀片剪钢后限位信号,X24为刀片剪完钢后停止位限位信号,X25为手动切头信号,X30为自动切头尾信号,Y0为离合器启动电磁阀,Y1为离合器制动电磁阀。
1.2 PLC控制过程
飞剪剪钢时,因惯性要先制动离合器,再启动离合器,其时差不大于1秒,否则剪钢时刹不住车,造成连剪。
(1) 自动切头 在有钢通过飞剪前光电管时,光电信号X3导通,飞剪离合器制动电磁阀Y1导通,同时延时0.11秒后飞剪离合器启动电磁阀Y0导通,飞剪切头。刀片的旋转使得刀片限位X23 X24先后导通瞬时(其时间为感应铁片通过限位的时间),PLC内部继电器M23 M24也先后导通并自保,使得离合器电磁阀Y0 Y1先后断开,为下一次剪钢作准备。刀片限位X23 X24通过内部继电器M23 M24来控制一根钢通过飞剪时只剪切一次钢头(尾)。手动切头则与光电信号X3无关。
飞剪自动切尾与自动切头基本相同,只是切尾是在飞剪前光电信号X3断开后延时0.21秒后切尾。
(2) 飞剪连剪 其操作方式有两种,一种自动方式是在全线自动时,若有轧机跳闸、夹送辊吐丝机跳闸及轧机内堆钢、轧机夹送辊间堆钢信号且飞剪前有钢,光电信号X3导通时,形成连剪信号(M0导通),飞剪连剪。另一种手动方式是在手动连剪信号X35或手动卡断剪信号X36导通时,飞剪前来钢,光电信号X3导通时飞剪连剪。
2 30飞剪失控的现状及其原因分析
目前30飞剪失控与电气故障有关的主要有以下几类:飞剪不切、飞剪连剪、飞剪中间剪切、飞剪封门等。针对飞剪失控的现状,分别分析其原因如下:
(1) 飞剪不切 如果手动制动、启动离合器气动电磁阀能切,则可判定为电气上的故障。可能原因:飞剪前光电管X3及其继电器坏或光电管对位不准、气动电磁阀线圈坏、输出中间继电器坏等。
(2) 飞剪连剪 如果飞剪刹车片完好,则可判定为电气故障。可能原因:接近开关(限位)松动或损坏、限位盘(感应铁片)松动、轧机后光电管X7及其继电器坏或光电管对位不准。
(3) 飞剪中间剪切 飞剪在红钢中间剪切主要是电气故障。可能原因:飞剪前光电管X3对位不准及红钢抖动、光电管(继电器)坏、光电继电器触点接触不好等。
(4) 飞剪封门 若气压正常,机械方面刹车片、气动电磁阀完好的情况下,有可能接近开关(限位)X23 X24松动或损坏、限位盘(感应铁片)松动,飞剪剪切后,刀片停位不好,造成飞剪封门。
3 解决措施
从以上各种失控原因分析,可看出若系元器件损坏引起,只能靠及时更换,减少故障时间。如限位盘松动、光电管对位不准等原因引起,则只能靠加强点巡检,减少人为故障。光电信号抖动及限位开关性能不好是引起飞剪连剪、中间剪切、封门等的主要原因,解决飞剪失控的办法,主要从电气设计不合理、PLC程序编制不合理等方面着手改进。
3.1 针对光电信号抖动造成飞剪中间剪切,解决办法可以从改进PLC编程及改装光电继电器触点两方面着手解决。
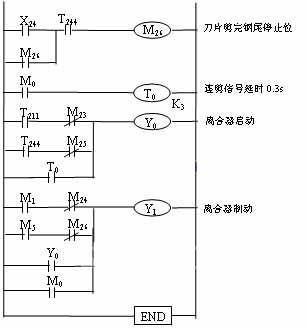
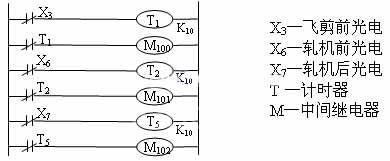
(1) 对光电信号抖动,可以在原PLC程序中加入防抖程序(如图2所示),将M100、M101、M102常开点分别代替原程序中的飞剪前光电信号X3、 轧机前光电信号X6、轧机后光电信号X7的常开点。在红钢抖动(光电信号X3、X6、X7,瞬时断开1秒内),不影响PLC对飞剪的控制。因为进精轧区的两根钢间隔时间较短,故抖动时间设置不能太长,据现场实际整定为1秒。
(2) 为保证光电信号的检测准确可靠,可将现有的光电继电器的触点进行改装,具体如下:将三副常开触点并在一起,引出至接线端,改变现有的一个继电器只用一副常开点,提高了光电输入信号的可靠性,从而降低飞剪失控的发生。
3.2 针对接近开关(限位)X23 X24的故障引起的连剪及封门,解决办法可以从改变接近开关(限位)接入PLC输入端及用编程器监控限位的工作状态两方面着手解决。
(1) 现有刀片剪毕位限位X23 刀片剪毕停止位限位X24接入PLC的普通输入端,因飞剪剪切速度(限位盘转动)快,当限位X23 X24性能不好或限位距感应铁片位置稍远时,PLC有可能接收不到限位的输入信号。为了确保PLC能可靠地接收限位信号,需将限位X23 X24由普通输入端改接为高速输入端X0 X2(其输入频率为10KHZ),确保限位信号输入PLC 可靠而不丢失。
(2) 充分利用编程器的监控功能,对输入PLC的限位信号进行监控。按编程器的“MNT/TEST”键,使编程器处在监控M工作方式下,对限位输入信号(也可对光电输入信号)进行监控,及时准确地对限位(接近开关)性能的好坏做出判定,对性能不好的接近开关,可作预测,及时发现隐患,便于在故障发生前处理隐患,减少飞剪连剪及封门故障。
3.3 改变飞剪电机(由变频器调速)的转速即可改变剪切速度,可适当调节切头切尾的长度。这对于调整因气压不稳而导致的切头切尾长度的同步变化非常有效。
(1) 当切头长度变长,切尾长度变短,可适当升高变频器的运行频率,使飞剪剪切速度加快,从而减短切头长度,加长切尾长度。
(2) 当切头长度变短,切尾长度变长,可适当降低变频器运行频率,使飞剪剪切速度降低,从而加长切头长度,减短切尾长度。
4 结束语
通过以上几项改进措施,基本上可以使电气设计上的不合理及PLC程序上的不足所造成的30飞剪失控现象消除,大大提高30飞剪的作业率。减少30飞剪失控所造成的堆钢及碎断,提高了成材率。但一些元器作损坏、自然及人为因素(如光电管没对准而检测不到红钢信号)所造成的失控,仍需靠加强点巡检及各方面的配合才能减少
精轧的顺利轧制起着重要作用。30飞剪失控所造成的堆钢及碎断影响轧制节奏,造成坯料的浪费,对轧钢的成材率有较大的影响。因此有必要对30飞剪的失控原因进行分析,并提出解决办法。
1 30飞剪PLC的控制过程
1.1 30飞剪梯形图
30飞剪采用FX2—80MR型PLC控制,用于对红钢的切头切尾及碎断,PLC控制梯形图如园1所示。其中:X3为飞剪前光电信号,X23为刀片剪钢后限位信号,X24为刀片剪完钢后停止位限位信号,X25为手动切头信号,X30为自动切头尾信号,Y0为离合器启动电磁阀,Y1为离合器制动电磁阀。
1.2 PLC控制过程
飞剪剪钢时,因惯性要先制动离合器,再启动离合器,其时差不大于1秒,否则剪钢时刹不住车,造成连剪。
(1) 自动切头 在有钢通过飞剪前光电管时,光电信号X3导通,飞剪离合器制动电磁阀Y1导通,同时延时0.11秒后飞剪离合器启动电磁阀Y0导通,飞剪切头。刀片的旋转使得刀片限位X23 X24先后导通瞬时(其时间为感应铁片通过限位的时间),PLC内部继电器M23 M24也先后导通并自保,使得离合器电磁阀Y0 Y1先后断开,为下一次剪钢作准备。刀片限位X23 X24通过内部继电器M23 M24来控制一根钢通过飞剪时只剪切一次钢头(尾)。手动切头则与光电信号X3无关。
飞剪自动切尾与自动切头基本相同,只是切尾是在飞剪前光电信号X3断开后延时0.21秒后切尾。
(2) 飞剪连剪 其操作方式有两种,一种自动方式是在全线自动时,若有轧机跳闸、夹送辊吐丝机跳闸及轧机内堆钢、轧机夹送辊间堆钢信号且飞剪前有钢,光电信号X3导通时,形成连剪信号(M0导通),飞剪连剪。另一种手动方式是在手动连剪信号X35或手动卡断剪信号X36导通时,飞剪前来钢,光电信号X3导通时飞剪连剪。
2 30飞剪失控的现状及其原因分析
目前30飞剪失控与电气故障有关的主要有以下几类:飞剪不切、飞剪连剪、飞剪中间剪切、飞剪封门等。针对飞剪失控的现状,分别分析其原因如下:
(1) 飞剪不切 如果手动制动、启动离合器气动电磁阀能切,则可判定为电气上的故障。可能原因:飞剪前光电管X3及其继电器坏或光电管对位不准、气动电磁阀线圈坏、输出中间继电器坏等。
(2) 飞剪连剪 如果飞剪刹车片完好,则可判定为电气故障。可能原因:接近开关(限位)松动或损坏、限位盘(感应铁片)松动、轧机后光电管X7及其继电器坏或光电管对位不准。
(3) 飞剪中间剪切 飞剪在红钢中间剪切主要是电气故障。可能原因:飞剪前光电管X3对位不准及红钢抖动、光电管(继电器)坏、光电继电器触点接触不好等。
(4) 飞剪封门 若气压正常,机械方面刹车片、气动电磁阀完好的情况下,有可能接近开关(限位)X23 X24松动或损坏、限位盘(感应铁片)松动,飞剪剪切后,刀片停位不好,造成飞剪封门。
3 解决措施
从以上各种失控原因分析,可看出若系元器件损坏引起,只能靠及时更换,减少故障时间。如限位盘松动、光电管对位不准等原因引起,则只能靠加强点巡检,减少人为故障。光电信号抖动及限位开关性能不好是引起飞剪连剪、中间剪切、封门等的主要原因,解决飞剪失控的办法,主要从电气设计不合理、PLC程序编制不合理等方面着手改进。
3.1 针对光电信号抖动造成飞剪中间剪切,解决办法可以从改进PLC编程及改装光电继电器触点两方面着手解决。
(1) 对光电信号抖动,可以在原PLC程序中加入防抖程序(如图2所示),将M100、M101、M102常开点分别代替原程序中的飞剪前光电信号X3、 轧机前光电信号X6、轧机后光电信号X7的常开点。在红钢抖动(光电信号X3、X6、X7,瞬时断开1秒内),不影响PLC对飞剪的控制。因为进精轧区的两根钢间隔时间较短,故抖动时间设置不能太长,据现场实际整定为1秒。
(2) 为保证光电信号的检测准确可靠,可将现有的光电继电器的触点进行改装,具体如下:将三副常开触点并在一起,引出至接线端,改变现有的一个继电器只用一副常开点,提高了光电输入信号的可靠性,从而降低飞剪失控的发生。
3.2 针对接近开关(限位)X23 X24的故障引起的连剪及封门,解决办法可以从改变接近开关(限位)接入PLC输入端及用编程器监控限位的工作状态两方面着手解决。
(1) 现有刀片剪毕位限位X23 刀片剪毕停止位限位X24接入PLC的普通输入端,因飞剪剪切速度(限位盘转动)快,当限位X23 X24性能不好或限位距感应铁片位置稍远时,PLC有可能接收不到限位的输入信号。为了确保PLC能可靠地接收限位信号,需将限位X23 X24由普通输入端改接为高速输入端X0 X2(其输入频率为10KHZ),确保限位信号输入PLC 可靠而不丢失。
(2) 充分利用编程器的监控功能,对输入PLC的限位信号进行监控。按编程器的“MNT/TEST”键,使编程器处在监控M工作方式下,对限位输入信号(也可对光电输入信号)进行监控,及时准确地对限位(接近开关)性能的好坏做出判定,对性能不好的接近开关,可作预测,及时发现隐患,便于在故障发生前处理隐患,减少飞剪连剪及封门故障。
3.3 改变飞剪电机(由变频器调速)的转速即可改变剪切速度,可适当调节切头切尾的长度。这对于调整因气压不稳而导致的切头切尾长度的同步变化非常有效。
(1) 当切头长度变长,切尾长度变短,可适当升高变频器的运行频率,使飞剪剪切速度加快,从而减短切头长度,加长切尾长度。
(2) 当切头长度变短,切尾长度变长,可适当降低变频器运行频率,使飞剪剪切速度降低,从而加长切头长度,减短切尾长度。
4 结束语
通过以上几项改进措施,基本上可以使电气设计上的不合理及PLC程序上的不足所造成的30飞剪失控现象消除,大大提高30飞剪的作业率。减少30飞剪失控所造成的堆钢及碎断,提高了成材率。但一些元器作损坏、自然及人为因素(如光电管没对准而检测不到红钢信号)所造成的失控,仍需靠加强点巡检及各方面的配合才能减少
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通




