基于PROFIBUS-DP的钢铁造型生产线PLC控制系统设计
摘 要:介绍了某钢铁厂造型生产线PLC控制系统技术改造方案,本系统采用PROFIBUS-DP过程现场总线技术实现主站与从站的数据交换和分布式控制功能,通过上位机进行集中控制,完成可视化人机操作界面、通信、联网等功能。该方案适用于其它工业控制系统。
关键词:PROFIBUS-DP;造型生产线;PLC
1 前言
某钢铁厂造型生产线一直以来使用美国TEXAS INSTRUMENTS 公司的MEDEL 560 PLC系统,采用模拟盘操作显示(系统框图见图1)。由于该系统为上世纪80年代的产品,已经严重老化,没有备件更新。因此,生产线急需进行改造。
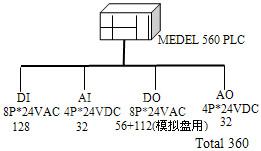
图1、系统框图
根据现场情况,拟设计一套控制系统对生产装置进行控制。新系统要求有数据采集和存储、流程显示及控制、连锁、报警报表, 安全维护等功能。而且稳定可靠,监控画面符合操作习惯。
2 现场总线选择
在现场总线领域内,近十年来,世界上出现了多种有影响的现场总线.现已成为德国和欧洲标准的PROFIBUS现场总线,是一种开放的、不依赖于生产厂家的通信系统,是一种比较成熟的总线.
此造型生产线系统工艺复杂,I/O点较多且位置分散,其中数字I/O信号184点,模拟信号64路,这些信号分布在整个车间,控制并监测着每部机器的正常运行。基于上述原因,我们在此生产线技术改造工程中采用了PROFIBUS-DP过程现场总线技术, 实现了生产过程的通信、分布式控制、上位机的集中监控及可视化等功能.
3 PLC控制系统设计
PLC选型根据通用性、标准性、可靠性等原则,并考虑高的性能价格比,故新建系统采用德国SIEMENS S7-400 PLC作为数据采集控制系统,上位机采用WINCC5.0作为组态软件。
SIEMENS 公司是国际上知名的大公司,其PLC系统成熟、性能稳定、价格适中、备件方便,是一款性能价格比比较高的PLC系统。SIEMENS S7-400 PLC系统采用工业PROFIBUS 局域网形式,结构安全、稳定、可靠、可扩充性强。本设计考虑PLC和扩展单元之间PROFIBUS连接,PLC和总站之间使用ETHERNET连接。这样的设计使得PLC系统相对独立,而操作站与其他网络的连接较为灵活。
3.1系统设计
控制系统网络结构图如图2所示。
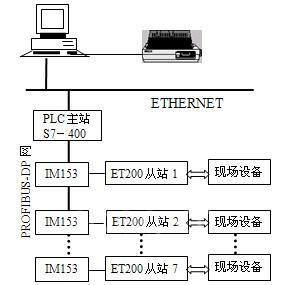
图2 系统网络结构图
系统网络结构分为二层,即下层控制网和上层管理网。
下层控制网采用双芯屏敝电缆,适合PROFIBUS国际标准,满足现场信号的采集、处理和控制器的通讯,为PROFIBUS-DP现场通讯网。
上层管理网分为TCP/IP协议的管理以太网,通过OS站、ES站上的网卡连接,主要实现工程师和操作员站之间文件管理。
3.2软件及组态设计
操作员站OS和工程师站ES均采用微软中文版WINDOWS 2000和Internet explorer 6.0,使得除工程师组态以外的所有信息、界面均实现汉化。
操作员站另加载了SIMATIC WINCC RT 64K Tags、 NET Profibus-S7、PDM等监控软件。
硬件组态也是一种图形化的组态方式,十分方便。对某一过程站而言,实际带有若干ET200远程 I/O,组态画面中,就在该过程站后的PROFIBUS-DP网络线上拖放几个IM153模块形成几个ET200远程I/O接点(本系统根据实际需要选用7个从站)。硬件组态中的所有模块,都可以从S7提供的元件库中找到相应型号、定货号的模块,将其拖放至与实际安装相对应的位置即可。
硬件组态配置完成后,下载到相应的过程控制站。这样,就使得实际硬件安装模件和硬件组态相一致,从而,I/O模块上的每一点的点号地址就得以确定。
系统欲留网络接口可以同公司局域网连接,相关信息画面通过IE浏览的方式在局域网上实现信息共享,为管理层提供必要的信息。
4 上位机及组态软件选型与设计
上位机选用DELL计算机,DELL 21"平面直角CRT并配打印机。组态软件选用 SIMATIC 公司WinCC5.0组态软件。
主站部分主要软件流程图如3所示。
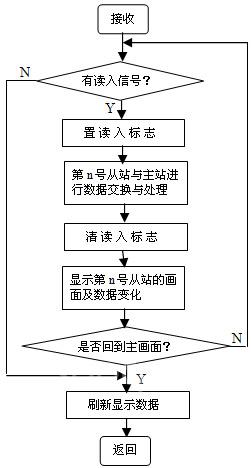
图3 主站软件流程图
系统主要特性为:
⑴图形用户界面(GUI)
WinCC5.0允许用户使用易于理解和配置的工具为他们的应用程序快速开发定制的屏幕。
⑵分布式的历史数据系统
分布式的历史趋势数据系统允许用户动态地为趋势图的每支笔指定不同的历史文件数据源。这种特性允许操作员在同一
个趋势图中查看本地WINCC的历史数据和SQL Server的历史数据。
⑶动态引用地址
用户可以更改对数据源的引用,以便使用同一个标记名称定位多个数据源。
以PC机为基础和标准的操作系统;可选不同容量规模;所有SCADA功能(开放的系统内核):图形系统,报警信息系统,变量存档,用户档案库,报表系标准接口,编程接口;各种PLC系统的驱动软件。该软件全面开放,易于学习、使用,利于开发应用、维护管理。
5 结束语
经实践证明,采用PROFIBUS-DP和Ethernet组建的工业网络控制管理系统实现了分布式控制,可大大降低现场连接工作量和费用,提高信号的传输精度与灵活性。采用SIEMENS S7-400 PLC以及WinCC5.0实现了控制手段的更新和控制效率的提高,使人机交互可视化以及生产管理与控制的一体化,给系统的安装、调试和设备维护带来方便。
参考文献:
【1】阳宪惠. 现场总线技术及其应用.北京:清华大学出版社,1999
【2】郑晟.现代可编程控制器原理与应用.北京:科学出版社,1999
关键词:PROFIBUS-DP;造型生产线;PLC
1 前言
某钢铁厂造型生产线一直以来使用美国TEXAS INSTRUMENTS 公司的MEDEL 560 PLC系统,采用模拟盘操作显示(系统框图见图1)。由于该系统为上世纪80年代的产品,已经严重老化,没有备件更新。因此,生产线急需进行改造。
图1、系统框图
根据现场情况,拟设计一套控制系统对生产装置进行控制。新系统要求有数据采集和存储、流程显示及控制、连锁、报警报表, 安全维护等功能。而且稳定可靠,监控画面符合操作习惯。
2 现场总线选择
在现场总线领域内,近十年来,世界上出现了多种有影响的现场总线.现已成为德国和欧洲标准的PROFIBUS现场总线,是一种开放的、不依赖于生产厂家的通信系统,是一种比较成熟的总线.
此造型生产线系统工艺复杂,I/O点较多且位置分散,其中数字I/O信号184点,模拟信号64路,这些信号分布在整个车间,控制并监测着每部机器的正常运行。基于上述原因,我们在此生产线技术改造工程中采用了PROFIBUS-DP过程现场总线技术, 实现了生产过程的通信、分布式控制、上位机的集中监控及可视化等功能.
3 PLC控制系统设计
PLC选型根据通用性、标准性、可靠性等原则,并考虑高的性能价格比,故新建系统采用德国SIEMENS S7-400 PLC作为数据采集控制系统,上位机采用WINCC5.0作为组态软件。
SIEMENS 公司是国际上知名的大公司,其PLC系统成熟、性能稳定、价格适中、备件方便,是一款性能价格比比较高的PLC系统。SIEMENS S7-400 PLC系统采用工业PROFIBUS 局域网形式,结构安全、稳定、可靠、可扩充性强。本设计考虑PLC和扩展单元之间PROFIBUS连接,PLC和总站之间使用ETHERNET连接。这样的设计使得PLC系统相对独立,而操作站与其他网络的连接较为灵活。
3.1系统设计
控制系统网络结构图如图2所示。
图2 系统网络结构图
系统网络结构分为二层,即下层控制网和上层管理网。
下层控制网采用双芯屏敝电缆,适合PROFIBUS国际标准,满足现场信号的采集、处理和控制器的通讯,为PROFIBUS-DP现场通讯网。
上层管理网分为TCP/IP协议的管理以太网,通过OS站、ES站上的网卡连接,主要实现工程师和操作员站之间文件管理。
3.2软件及组态设计
操作员站OS和工程师站ES均采用微软中文版WINDOWS 2000和Internet explorer 6.0,使得除工程师组态以外的所有信息、界面均实现汉化。
操作员站另加载了SIMATIC WINCC RT 64K Tags、 NET Profibus-S7、PDM等监控软件。
硬件组态也是一种图形化的组态方式,十分方便。对某一过程站而言,实际带有若干ET200远程 I/O,组态画面中,就在该过程站后的PROFIBUS-DP网络线上拖放几个IM153模块形成几个ET200远程I/O接点(本系统根据实际需要选用7个从站)。硬件组态中的所有模块,都可以从S7提供的元件库中找到相应型号、定货号的模块,将其拖放至与实际安装相对应的位置即可。
硬件组态配置完成后,下载到相应的过程控制站。这样,就使得实际硬件安装模件和硬件组态相一致,从而,I/O模块上的每一点的点号地址就得以确定。
系统欲留网络接口可以同公司局域网连接,相关信息画面通过IE浏览的方式在局域网上实现信息共享,为管理层提供必要的信息。
4 上位机及组态软件选型与设计
上位机选用DELL计算机,DELL 21"平面直角CRT并配打印机。组态软件选用 SIMATIC 公司WinCC5.0组态软件。
主站部分主要软件流程图如3所示。
图3 主站软件流程图
系统主要特性为:
⑴图形用户界面(GUI)
WinCC5.0允许用户使用易于理解和配置的工具为他们的应用程序快速开发定制的屏幕。
⑵分布式的历史数据系统
分布式的历史趋势数据系统允许用户动态地为趋势图的每支笔指定不同的历史文件数据源。这种特性允许操作员在同一
个趋势图中查看本地WINCC的历史数据和SQL Server的历史数据。
⑶动态引用地址
用户可以更改对数据源的引用,以便使用同一个标记名称定位多个数据源。
以PC机为基础和标准的操作系统;可选不同容量规模;所有SCADA功能(开放的系统内核):图形系统,报警信息系统,变量存档,用户档案库,报表系标准接口,编程接口;各种PLC系统的驱动软件。该软件全面开放,易于学习、使用,利于开发应用、维护管理。
5 结束语
经实践证明,采用PROFIBUS-DP和Ethernet组建的工业网络控制管理系统实现了分布式控制,可大大降低现场连接工作量和费用,提高信号的传输精度与灵活性。采用SIEMENS S7-400 PLC以及WinCC5.0实现了控制手段的更新和控制效率的提高,使人机交互可视化以及生产管理与控制的一体化,给系统的安装、调试和设备维护带来方便。
参考文献:
【1】阳宪惠. 现场总线技术及其应用.北京:清华大学出版社,1999
【2】郑晟.现代可编程控制器原理与应用.北京:科学出版社,1999
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通



