和利时LM系列PLC在全自动停回转式网版印刷机上的应用
全自动停回转式网版印刷机采用经典的停回转技术,具有纸张定位准、稳,印刷精度高,速度快,噪音低,自动化程度高等优点,适用于陶瓷及玻璃花纸、电子工业(薄膜开关、柔性线路、仪表面板、手机)、广告、包装印刷、标牌、纺织转移、特殊工艺等行业。
近年来,随着我国自动化技术的提高,工厂自动化也上了一个新台阶。PLC作为一个新兴的工业控制器,以其体积小,功能齐全,价格低廉,可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。可编程控制器(PLC)在通讯功能和高速计数以及脉冲输出功能的日益完善,性能日益提升,使得PLC+伺服+变频器+触摸屏组成的整个系统在印刷机上应用成为可能。
2 全自动停回转式网版印刷机介绍
2.1 设备结构
输纸飞达:对印件厚度适应能力强,确保高速下顺畅输纸;自主选择单张式或连续式走纸;可采用双层堆纸方式,提高机械效率。
送纸台:台底带真空吸附,配合台面上的推纸及压纸结构,保证各种材料的顺畅输送。
滚筒及套准结构:自动停格式滚筒保证印件前端能准确无误地送到滚筒叼牙,达到极高的准确度;同时,滚筒叼牙及拉规都装置电眼,以监察印件的到位情况。
刮胶系统:双凸轮分别控制胶刮及回墨刀动作;胶刮带气动保压装置,印件图像更清晰,墨层更均匀。
网版结构:网版架可以拉出,方便印件套准或送料的调整;滚筒和网版的清洁也更安全、快捷;带接墨盘,防止油墨滴到滚筒上。
网版架运行的轨道:进口直线导轨及走珠轴承,减少整机在高速运行下的震荡及噪音,保证印刷的稳定;
排料台:排料台可九十度折下,便于调校网版、安装印刀及清扫和检查;附带真空吸附,确保顺畅排料。
经典停回转机构,自动停格式滚筒保证印件前端能准确无误地送到滚筒叼牙,达到极高的准确度;同时,滚筒滚筒叼牙及拉规都装置电眼,以监察印件的到位情况,有效降低印刷废品率;
双凸轮、印刷大滚筒之间采用连杆、齿条、齿轮同步机构,整机传动精度高、传动可靠、结构紧凑、噪声低;
纸张负压输送结构,输纸准确稳定;
采用数控电眼对位系统。纸张到达前侧规位时,由数控电眼自动对位,微小错位、跑位,自动停机,保证套印的高准确度,有效的降低印刷废品率;
主传动及主要部件自动润滑,有效延长使用精度和机器寿命;
PLC集中控制整机运转,触摸屏/按钮双操作系统,操作简便,自动化程度高;
与转页式丝网干燥机、UV光固机或UV&IR组合烘道及全自动收纸机联机组成全自动丝印生产线(见图2)。
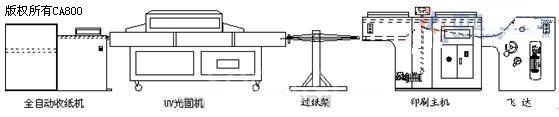
图2 全自动丝印生产线
2.3 控制要求
运行:按两次启动,第一次警铃连续鸣叫3S,如有故障,则鸣不同次数,以判定故障类型;无故障,10S内必须再次按下启动,方可运转。
启动后,根据检测系统的启动情况,分连续运行(检测未开)和自动运行(检测开)
连续运行:主机连续运转,飞达压脚有信号时,飞达自动上升补纸;需人工启动四个气泵,人工落墨刀,光纤检测有偏差时,停车
自动运行:主机连续运转,飞达压脚有信号时,飞达自动上升补纸;飞达泵及滚筒泵自动启动,根据走纸情况,人工启动送纸泵及出纸泵;光纤检测纸张到位后,自动落墨刀开始印刷,光纤检测到纸张到位有偏差时,自动离压抬刀到中位,不停车,等待下一张纸准确到位后,重新落刀,合压印刷。
编码器输出数值给PLC,以判定主电机带动网架运行时所在的位置,与光纤信号配合,判定纸张有无及到位情况。
3 控制系统介绍
3.1 控制系统方案
控制系统上位机采用和利时HT6600C系列触摸屏,下位机CPU选用和利时LM3108 PLC控制器,上、下位机之间走RS232串口线通过标准MODBUS协议进行通讯。CPU内部通过逻辑编程处理来自触摸屏以及按钮、传感器、限位开关等信号控制一个主电机(8.0KW通过一个三菱A740-11K变频器,面板电位器调速)、两个0.37KW升降电机(工频控制,飞达台板电机,墨刀升降电机),四个气泵(飞达泵、送纸板风机、滚筒泵、出纸板风机),三个三位五通电磁阀(六个输出控制)。
3.2控制系统硬件
3.2.1 可编程逻辑控制器-PLC
本系统采用HOLLiAS LM系列PLC控制,配置1个CPU模块LM3108、1个16通道数字量输入模块LM3212和1个16通道数字量输出模块LM3221。
1)CPU模块:LM3108模块的额定工作电压为DC24V,自带40点I/O,提供24路DC24V输入/16路晶体管输出处理。具有两路 20KHz高速输出,1个RS232和1个RS485通讯接口,支持专有协议(仅RS232)/Modbus RTU协议/自由协议。
2)数字量输入扩展模块:LM3212模块提供16路DC24V数字量输入处理,数字量输入信号的额定工作电压为24V。输入通道间光电隔离,隔离耐压1000V DC。
3数字量输出扩展模块:LM3221模块提供16路DC24V晶体管输出处理,响应时间1ms,输出额定负载电压为24VDC。输出通道间光电隔离,隔离耐压1000V DC。
|
点编号 |
功 能 |
说 明 |
点编号 |
功 能 |
说 明 |
|
%IX0.0 |
编码器A相 |
|
%IX4.5 |
飞达压脚 |
行程开关 |
|
%IX0.1 |
编码器A相 |
未使用 |
%IX4.6 |
飞达上限 |
行程开关 |
|
%IX0.2 |
编码器原点 |
感应器 |
%IX4.7 |
抬版上限 |
感应器 |
|
%IX0.3 |
急 停 |
按钮 |
%IX5.0 |
抬版下限 |
感应器 |
|
%IX0.4 |
点 动 |
%IX5.1 |
墨盘前位 |
感应器 | |
|
%IX0.5 |
启 动 |
%IX5.2 |
墨盘后位 |
感应器 | |
|
%IX0.6 |
检测启用 |
%IX5.3 |
网框位置1 |
感应器 | |
|
%IX0.7 |
定位停车 |
%IX5.4 |
网框位置2 |
感应器 | |
|
%IX1.0 |
出纸台上升 |
|
|
| |
|
%IX1.1 |
出纸台下降 |
屏 内 部 点 |
启 动 |
%MX200.0 | |
|
%IX1.2 |
输纸台上升 |
连续选择 |
%MX200.1 | ||
|
%IX1.3 |
输纸台下降 |
自动选择 |
%MX200.2 | ||
|
%IX1.4 |
墨盘运动允许位 |
飞达气泵 |
%MX200.3 | ||
|
%IX1.5 |
网架运动 |
输纸板风机 |
%MX200.4 | ||
|
%IX1.6 |
网架复位 |
滚筒吸气泵 |
%MX200.5 | ||
|
%IX1.7 |
出纸光电 |
光纤 |
出纸台风机 |
%MX200.6 | |
|
%IX2.0 |
连续光电 |
单张方式选择 |
%MX200.7 | ||
|
%IX2.1 |
单张光电 |
连续方式选择 |
%MX201.0 | ||
|
%IX2.2 |
左前规光电 |
前规启用 |
%MX201.1 | ||
|
%IX2.3 |
右前规光电 |
左侧规启用 |
%MX201.2 | ||
|
%IX2.4 |
左侧规光电 |
右侧规启用 |
%MX201.3 | ||
|
%IX2.5 |
右侧规光电 |
墨刀上升 |
%MX201.4 | ||
|
%IX2.6 |
双张检测 |
行程开关 |
墨刀下降 |
%MX201.5 | |
|
%IX2.7 |
墨刀上限 |
感应器 |
输纸台上升 |
%MX201.6 | |
|
%IX4.0 |
墨刀中限 |
感应器 |
输纸台下降 |
%MX201.7 | |
|
%IX4.1 |
墨刀下限 |
行程开关 |
出纸台上升 |
%MX202.0 | |
|
%IX4.2 |
出纸台下限 |
感应器 |
出纸台下降 |
%MX202.1 | |
|
%IX4.3 |
出纸台上限 |
感应器 |
墨盘运动 |
%MX202.2 | |
|
%IX4.4 |
出纸台锁定 |
行程开关 |
墨盘复位 |
%MX202.3 |
|
点编 号 |
功 能 |
说 明 |
点编号 |
功 能 |
说 明 |
|
%QX0.0 |
警 铃 |
|
%QX1.6 |
飞达气泵 |
|
|
%QX0.1 |
主电机刹车 |
|
%QX1.7 |
输纸板风机 |
|
|
%QX0.2 |
变频器点动 |
|
%QX2.0 |
滚筒吸气泵 |
|
|
%QX0.3 |
变频器启动 |
|
%QX2.1 |
出纸台风机 |
|
|
%QX0.4 |
变频器低速 |
|
%QX2.2 |
输纸台上升 |
|
|
%QX0.5 |
变频器截止 |
|
%QX2.3 |
输纸台下降 |
|
|
%QX0.6 |
出纸电源 |
|
%QX2.4 |
墨刀上升 |
|
|
%QX0.7 |
连续电源 |
|
%QX2.5 |
墨刀下降 |
|
|
%QX1.0 |
单张电源 |
|
%QX2.6 |
出纸台上升 |
|
|
%QX1.1 |
左前规电源 |
|
%QX2.7 |
出纸台下降 |
|
|
%QX1.2 |
右前规电源 |
|
%QX3.0 |
网架上升 |
|
|
%QX1.3 |
左侧规电源 |
|
%QX3.1 |
网架下降 |
|
|
%QX1.4 |
右侧规电源 |
|
%QX3.2 |
墨盘运动-进 |
|
|
%QX1.5 |
检测启用指示 |
|
%QX3.3 |
墨盘运动-出 |
|
3.2.2 人机界面-HMI
上位监控部份采用和利时HT6600C系列触摸屏,配以监控软件来完成。触摸屏上可以手动进行基本操作,显示设备运行状态和报警信息显示。
4 结论
采用和利时可编程控制器、触摸屏,为网版印刷机设备提供了机电一体化的系统控制方案,满足全自动停回转印刷要求。实践证明,此系统作为印刷机系统解决方案是完全可行的,该方案造价低廉,系统稳定可靠,界面美观友好,功能齐全,通过触摸屏的操作即可在生产过程中加减速,以及查看报警,便于维护设备,因而增加了系统的灵活性,该系统开发成功后,受到了客户的一致好评,具有较大的市场推广价值。
[1] 王刚,李梦筱. PLC在印刷机上的应用[J]. 孝感学院学报, 2001, (03) .
[2] 王鹏. 矢量变频器在印刷张力控制上的应用[J]. 制造业自动化, 2003, (07) .
[3] 林卫杰. 变频收卷张力控制系统在印刷机上的应用[J]. 黑龙江科技信息, 2009, (04) :24-25
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈