PROFIBUS—DP和FM357—2在汽车仪表板发泡生产线上的应用
关键词:PROFIBUS—DP FM357—2 汽车仪表板 柔性化 自动化
0 引 言
随着国内汽车内饰件档次的不断提高.新型仪表板的市场需求不断扩大.仪表板生产线的先进技术也随之得到了广泛应用。目前,汽车仪表板发泡生产线仍主要依赖欧、美等发达国家和地区的进口.于是研发具有先进控制技术的新型生产线对提高我国汽车装备技术水平具有重大的意义 本文介绍基于西门子 PROFIBUS—DP总线和FM357—2多轴定位模块构成的控制系统
1 系统的分析及方案设计
1.1 系统控制功能描述
汽车仪表板发泡生产线是以聚氨酯为发泡料.在通用模架上实现全自动生产各类车型仪表板的生产线.该系统机械部分主要由发泡模架、伺服控制充注机械手、发泡模具等组成见图1
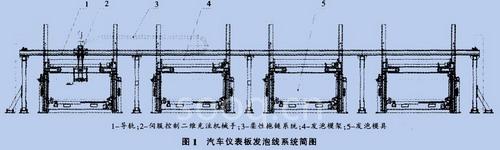
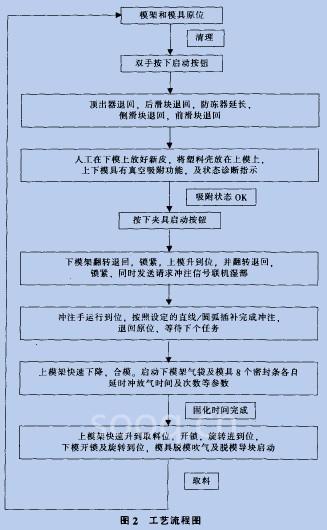
发泡模架是通用的.通过安装在发泡模架上的发泡模具更换实现产品的更新换代。其系统的控制包括模架运动、模具动作及充注机械手运动.工艺流程见图2 (以1号模架安装Bll模具为例)。
1.2 系统控制方案设计
根据工艺要求.每个发泡模架及每种型号的模具为单独从站,安装有YO装置.主从站之间通过PROFIBUS—DP通信线连接,实现主从站之间的通信 触摸屏设定工艺参数并监控系统参数.FM357—2多轴定位模块完成充注机械手的X一Y轴二维定位运动。通过触摸屏设定实现注料过程中不同注料轨迹的运动,不仅完成了机器人的功能,而且具有造价低、适应范围广的特点。其系统控制结构图见图3。

2 系统控制的关键技术
2.1 PROHBUS—DP总线技术
PROFIBUS—DP用于现场层的高速数据传送,主站周期地监控站
读取从站的输入信息并周期地向从站发送输出信息.其标准化的现场总线具有“开放”的通信接口.允许用户自由选用分散的I/0装置在此系统控制中,每个产品的上、下模具各配有一个从站.各模具的从站与系统采用多极连接器连接.每个从站在硬件组态时有一个PROFIBUS总线地址.它与接口模块IM151 一l从站的地址拨码相一致。
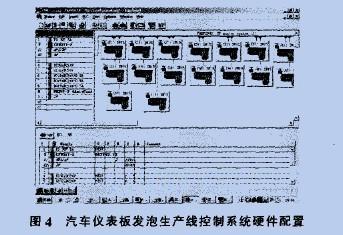
由于每个模具所配的PROFIBUS总线地址的唯一性.系统将可能的各产品在硬件组态完成以后.形成不同产品的完整程序.PI 根据实际配置的从站运行。例如:该系统任一模架可从6个产品中选配模具.剩下的2个产品的从站不与PROFIBUS总线连接.系统自动识别并正常运行.只是PLC主站的总线通信由于硬件配置和实物不同而显示报警 各模架所配的模具从站通过PROFIBUS—DP连接.并通过多极连接器将模具的代号识别作为PLC输入信号.彻底解决了汽车仪表板发泡生产线的多品种生产的问题.实现了柔性化、自动化的生产要求 其硬件配置见图4
2.2 FM357—2 多轴定位模块
伺服控制系统是通过FM357—2定位模块驱动两轴伺服放大器实现两维冲注运行.实现对复杂型面工件的曲线充注该模块可以控制四轴伺服电机运行将伺服电机轴都放于1个通道控制.可以实现高精度插补,多轴同步的定位运行.也可将伺服电机轴放于不同的通道控制.实现分开控制。
FM357—2作为西门子S7—3o0的一个功能模块.它与S7—300、触摸屏之间的数据关系见图5
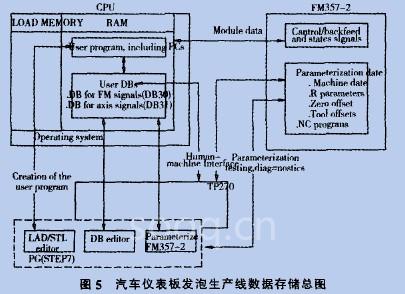
通过PG实现FM357—2参数包的设定及编程。FM357—2参数包包括 machine data,zero offsets,tool offsets,R parameters,GUD program,NC program。其中:machine data中设定相关的伺服控制参数.在伺服电机轴配置中将二个轴放于1个通道控制.实现两轴插补,同时运行;NC program 包括main program,sub program,special programs。
在S7—300程序中.FC100,FCIO1,FC103,FC105分别完成REFERENCE,JOG,AUTO,R参数通信的功能;DB30,DB31分别为FM信号数据块和轴信号数据块,与FM357—2通信。
每个轴包括JOG,REFERENCE,AUTO 3种运行状态。下面以轴1为例加以描述。
控制使能:DB31.DBx2.1=1:脉冲使能:DB31.DBxl3.7=1;停止:DB31.DBx4.3=0。
速度倍率:DB31.DBB0=0—200%.可改。
读取当前值:DB30.DBx21.1=1,DB31.DBD40。
工作状态:
(1)JOG状态状态给定:DB30.I)BXIO0.2=1;状态显示:DB30.DBX120.2;正向运行给定:DB31.DBX4.6;反向运行给定:DB31.DBX4.7。
(2)REFERENCE状态 状态给定:DB30.DBx100.2=1,DB30.DBx101.2=1:状态显示:DB30.DBxl21.2。
(3)AUTO状态 由触摸屏给定当前夹具所需的各段位置及速度值作为FM357—2中的main program的 参数.通过程序改变 DB30.DBB57的值实现伺服对应于FM357—2中的mainprogram程序号的自动运行。图6为第二夹具上某型号模具的伺服运行设定界面

(4)自动启动给定DB115.DBX84.1; 停止/复位给定DB1 15.DBx84.2。
(5)程序正在运行状态DB30.DBX125.0;电机定位完成状态:DB30.DBxl24.5
3 结束语
新型汽车仪表板发泡生产线适用于汽车仪表板的聚氨酯发泡制品一次成型的要求.集成了网络控制技术、伺服控制技术、液压比例控制技术、制件发泡技术,是现代化先进集成制造系统.实现了不同品种产品生产制造的自动化、柔性化。目前,该套生产线在泰州劲松有限公司得到成功应用.填补了国内空白.达到国际先进水平。
参考文献
[1]傅明源,孙酣经.聚氨酯弹性体及其应用[M].3版.北京:化学工业出版社.2006.
[2]寥常初.s7—300/400PLC应用技术[M 3.北京:机械工业出版社,2005.
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈




