基于S7-300的交流伺服系统在汽车仪表板生产线上的应用
摘 要:以西门子SIMATIC S7—300 PLC为核心的交流伺服系统代替原来以单片机为核心的直流伺服系统。并介绍了该系统的控制对象和控制任务, 然后着重论述系统的体系结构、软硬件设计方案及实施方法。
关键词:PLC;交流伺服;直流伺服
0 引言
以前的伺服驱动系统多以直流系统为主,这是因为直流电机调速比较方便,本身的机械特性较硬,但直流电机由于有电刷换向,不适用于防爆场合,且结构复杂,维修不便。近年来由于电子技术飞速发展,交流调速技术日趋成熟,其调速性能可与直流系统相媲美,并正逐步取代直流电机调速。
我公司的原系统为CANN0N公司独立研制,以STD总线、Z80CPU为核心的单片机组成的直流伺服控制系统。该系统抗干扰能力差,软硬件资料不详, 维修困难, 且备件价格贵, 采购周期长, 经常造成停机。因此我们采用西门子S7—300PLC及位控模块FM357、SIM0DRIVE611A伺服驱动模块、1FK6伺服电机构成的数控系统对原系统进行了改造。
1 系统组成和工艺流程
1.1系统组成
系统组成框图如图1。
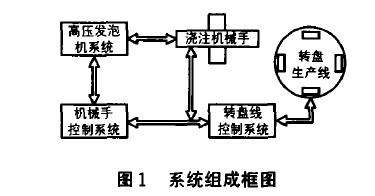
由图可知, 机械手控制系统是整个汽车仪表板生产线的核心, 它主要完成高精度的定位控制、与上位机通讯、数据采集、故障报警, 以及控制发泡机高压循环及浇注时间, 接收来自转盘线的速度信号以适应转盘不同运行方式。高压发泡机系统主要完成ISO (异氰酸酯)和POL (聚醚多元醇)2种发泡料的流量、压力调节及原料循环控制。转盘控制系统主要完成转盘速度调节及模具开合控制。
机械手控制系统是此次改造的重点,该系统的主要构成如图2。
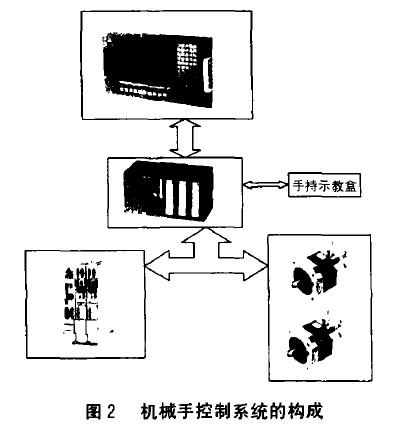
硬件配置如下:
(1)上位机采用研祥EWS.843P一体化工控机,体积小巧,操作方便,主要完成参数设定,故障显示等。(2)以西门子S7.300PLC为核心,CPU模块为CPU316-2DP,主要具有与上位机通讯、处理I/O模块、控制计数器模块、位置控制模块的功能。(3)输入模块为32点的SM32l,输出模块为l6点的SM322主要完成数字量的I/O控制。(4)FM357位置控制模块主要完成高精度的定位控制。(5)FM350计数模块主要采集来自转盘的光电码盘信号,以便完成与转盘的协调控制。(6)SIMODRIVE6l1A伺服驱动模块主要接受FM357的控制信号,为伺服电机提供动力。(7)1FK6交流伺服电机为执行电机。
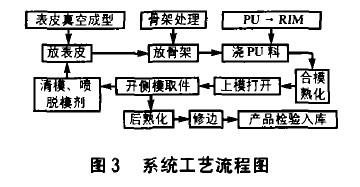
1.2 系统工艺流程
系统工艺流程如图3。
2 系统软件构成
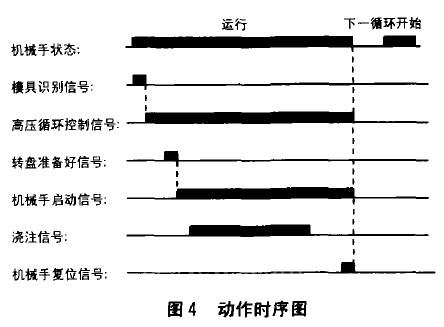
2.1系统的动作时序
系统的动作时序图如图4。
2.2 程序框图及系统软件
系统上位机监控软件采用西门子公司WINCCV5.0软件, 运用该软件设计显示浇注轨迹及示教参数输入等, 中文人机界面, 操作方便。
下位机PLC程序采用西门子公司STEP7 V5.1软件,实现编程监控。程序框图如图5。

3 结束语
由于采用西门子S7—300 PLC为核心的交流伺服系统代替原来的以单片机为核心的直流伺服系统,大大提高了控制可靠性。改造后的系统能完全满足与发泡机、转盘的协调控制, 符合注模工艺要求,系统性价比高, 操作方便, 经济效益显著。
参考文献
[1]西门子公司.SIMATIC S7—300可编程控制器硬件和安装手册,1 999
[2]西门子公司.SIMATIC WINCC V5.0编程手册,2001
[3]西门子公司.FM357—2 MULTl-AXIS MODULE FOR SERVO AND STEPPER DRIVES MANUAL,1999
[4]西门子公司.SIMATIC STEP7 V5.1编程手册,2001
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈



