PLC模块化编程在废烟支回收系统的应用
摘要:介绍废烟支回收系统工作原理及工艺流程,对控制对象处理的工艺流程划分归类.借助类似高级语言面向对象的思想,将系统控制对象抽象提取模块控制属性,对类不同的对象构建同一控制模块,对系统环节中需要实现的不同任务划分不同功能,采取模块化、结构化编程方式,最后给出系统程序方案实现框图.
关键词:控制对象;模块化;FY113
FY113回收机是在引进ITM公司DEPLPHI400技术基础上,转化设计的国产化设备.该设备能实现卷包设备产生的不合格烟支或跑条烟进行烟丝回收利用,其加工处理能力为40kg/h.考虑到该设备与上下游机连接与配置较为灵活,与FY113配套的喂料机、压纸机、除尘器、拆包机等可能是第三方提供的设备,这对系统在用户处调试提出了较高的要求.为解决此问题,系统程序设计需在原有系统方案上进行改进,采取模块化、结构化处理方式[1] ,以增强设备控制程序功能上的独立性及程序接口的通用性,减少现场代码修改工作量,方便程序调试.
1 烟丝回收系统工作原理及工艺流程分析
废烟支中烟丝的加工回收按工艺流程可分为5部分[2] :烟支喂料、排序、剖切、开松、分离输送、除尘部分.喂料部分将废品烟支送入喂料机料斗中,通过陡角提升带将废烟支提升落入排序装置,排序装置将输送过来的杂乱无序的烟支进行纵向排列,以确保烟支顺利进入剖切装置.剖切装置上方的旋转切刀将排序过的烟支纵向打孔剖开.松开装置是将剖切过的烟支进一步疏松,分离输送装置将剖切装置剖开掉落的烟丝直接从剖切轮送到分离输送装置的一级分离振筛上,又将经过开松装置处理的烟丝混合物由二级分离振筛输送到送丝皮带上.此时烟纸和滤嘴则经过二级分离振筛输送,落到烟纸收集箱,烟末及烟灰进入烟末集中箱,烟丝则可以通过下游机送丝带进入烟丝供丝料仓中完成烟丝循环再利用.为减轻设备操作劳动强度,用户可以自行配置专用的物流小车进行烟支的喂料,经回收机处理过的烟纸和滤嘴可以配置压纸机统一回收处理,对包装机引起的废烟也可以配置拆包机进行处理,减少废烟包人工拆散工作量,对回收机除尘部分用户也可以选择集中除尘或独立除尘.
2 西门子STEP7 S7-300/400系统程序组织块特点[3]
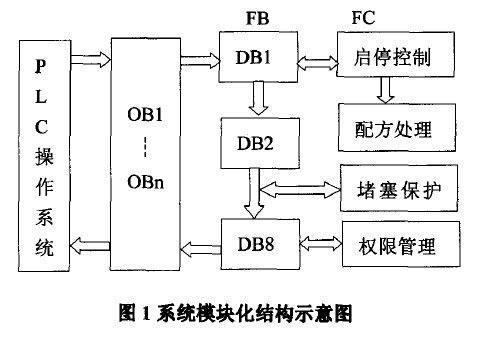
西门子STEP7支持及提供的块有OB(组织块)、FC(功能)、FB(功能块)、DB(数据块)、系统功能及功能块(SFC/SFB)等,用户做的主要工作是根据设备工艺特点把系统控制任务合理地划分不同功能和功能块.用户不需要设计操作系统调用程序、系统循环扫描监控出错等额外程序,但这些系统都能提供接口做到对用户透明,尽量减轻用户编程负担这为系统PLC程序的设计实现模块化、结构化处理提供很大的支持及系统优势.
3 烟丝收回控制系统任务功能及模块划分
实现以上工艺流程需求,可以把程序处理任务进行以下划分(图1):
3.1 系统中起执行作用的控制对象
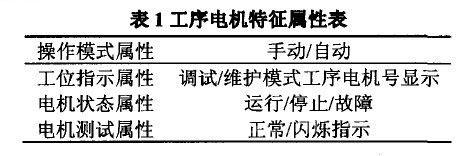
控制系统中控制对象主要是设备执行元件,通过以上分析不难发现系统控制对象就是指各个工序电机.而每一道工序都有属于自己动作和当前工况状态,即工序对象的行为和属性.在程序处理上把系统中所有工序电机的语句抽象提取出来,归纳控制属性、工位属性、状态属性、故障显示属性等,列出执行元件属性表,把这些属性封装成通用的功能块FB来满足设备上所有所用工序电机的控制要求.详细分析如下:要做成设备通用的功能模块,首先须提取设备上每一道工序相同的控制对象.在烟丝回收系统中根据物料的流动顺序即从一个工序输送到下一个工序,每工序都只有一个控制对象电机.工序电机的控制,是通过程序输出接触器信号来启动电机运转.通常电机最基本控制模式有两种:自动模式和手动模式.在手动调试模式下,工序电机的启动首先必须通过触摸屏进行选取,再由触摸屏上的软件按钮触发,分为手动启动,手动停止、全部停止;而在自动控制模式下,这任务由启动程序来完成.在实际生产现场给出电机状态信号和电机故障信息指示,能极大地减少设备维护的工作量.因此把电机运行状态、电机故障指示也作为建立该功能模块的输出.包括模式选择、模式工位指示、对象功能测试按钮、电机故障显示、电机状态显示.形成输出执行元件属性表1.再针对具体每个工序电机,分配相应的背景数据DB,记录当前特定控制工序电机的相应特征属性,以实现相应功能在STEP7程序中的调用[4] .
3.2 系统中起工艺工序流程传递的功能划分与组织
3.2.1启停控制程序
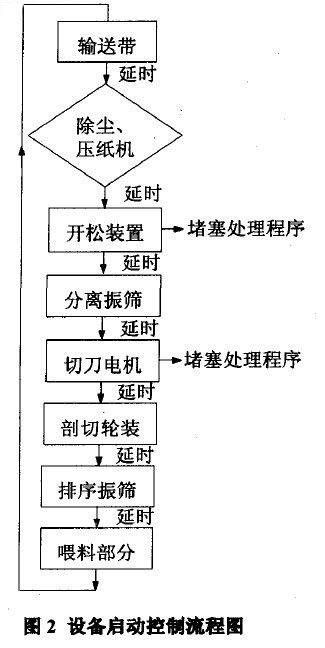
该设备启动时应按序依次启动,先启动除尘电机→输送带电机→开松装置电机→分离振筛电机→切刀电机→剖切轮电机→排序振筛电机→最后启动喂料部分供料电机;停车时应该先停止喂料部分,最后才能停止分离振筛.程序上这样设计是为了尽量减少对来料的浪费.同样原因,除开有立即停机外,停机程序延时也按工艺固有顺序将废烟支按一定的次序撤出,尽量将分离的烟丝输送出来,工序之间的投入通过程序延时进行传递.如图2所示.
3.2.2 工艺配方处理程序
对FY113喂料部分、切刀装置、开松装置工艺配方的管理,程序上采取牌号处理方式.在HMI触摸屏上建立20个牌号管理空间,支持牌号编辑、牌号选择、当前牌号读写等功能.根据模块化编程的特点,同样是采取功能块编程方式来处理,首先程序上开辟20个牌号的数据管理区DB(1~20),定义功能块相关输入参数:牌号读数据区编号、牌号写数据区编号、数据区长度、牌号源信息、牌号目标信息.采取地址指针方式读写所要管理的牌号,这样大大简化程序繁杂度,提高程序的可读性.
3.2.3 堵塞保护处理程序
对回收机切刀装置、开松装置高速旋转运动部件进行保护,利用运动部件产生的高频信号进行计数[5] ,低于程序设定值来判定该装置是否堵塞,防止损坏高速旋转的运动部件.
3.2.4 设备操作管理权限处理程序
对设备供应商、设备管理员、设备操作员分别分配不同操作使用权限,主要对特殊工艺配方进行管理及系统异常情况下系统参数的保护与恢复.
4 总结
采用模块化方式进行编程,可以大大减少程序编辑量,缩短程序开发时间,降低编程误操作发生率,在设备功能扩展的时候,也只要针对性地修改相应功能块,而无需大范围的调整程序结构,提高了程序的移植性与重用性,这给控制系统程序的调试与管理带来不少方便,极大地缩短了产品的开发时间.
参考文献:
[1]廖常初.S7-300/400 PLC应用技术[M].北京:机械电子工业出版社,2005.
[2]荷兰ITM公司.DELPHI400机械、电气设备操作手册[Z].2004.
[3]德国西门子公司.语句表(STL)编程手册[Z].2006.
[4]SIMATIC Programming with STEP7 V5.3 Manual,2006.
[5]德国西门子公司.S7-300-CPU-31XC技术参数[Z].2003.
关键词:控制对象;模块化;FY113
FY113回收机是在引进ITM公司DEPLPHI400技术基础上,转化设计的国产化设备.该设备能实现卷包设备产生的不合格烟支或跑条烟进行烟丝回收利用,其加工处理能力为40kg/h.考虑到该设备与上下游机连接与配置较为灵活,与FY113配套的喂料机、压纸机、除尘器、拆包机等可能是第三方提供的设备,这对系统在用户处调试提出了较高的要求.为解决此问题,系统程序设计需在原有系统方案上进行改进,采取模块化、结构化处理方式[1] ,以增强设备控制程序功能上的独立性及程序接口的通用性,减少现场代码修改工作量,方便程序调试.
1 烟丝回收系统工作原理及工艺流程分析
废烟支中烟丝的加工回收按工艺流程可分为5部分[2] :烟支喂料、排序、剖切、开松、分离输送、除尘部分.喂料部分将废品烟支送入喂料机料斗中,通过陡角提升带将废烟支提升落入排序装置,排序装置将输送过来的杂乱无序的烟支进行纵向排列,以确保烟支顺利进入剖切装置.剖切装置上方的旋转切刀将排序过的烟支纵向打孔剖开.松开装置是将剖切过的烟支进一步疏松,分离输送装置将剖切装置剖开掉落的烟丝直接从剖切轮送到分离输送装置的一级分离振筛上,又将经过开松装置处理的烟丝混合物由二级分离振筛输送到送丝皮带上.此时烟纸和滤嘴则经过二级分离振筛输送,落到烟纸收集箱,烟末及烟灰进入烟末集中箱,烟丝则可以通过下游机送丝带进入烟丝供丝料仓中完成烟丝循环再利用.为减轻设备操作劳动强度,用户可以自行配置专用的物流小车进行烟支的喂料,经回收机处理过的烟纸和滤嘴可以配置压纸机统一回收处理,对包装机引起的废烟也可以配置拆包机进行处理,减少废烟包人工拆散工作量,对回收机除尘部分用户也可以选择集中除尘或独立除尘.
2 西门子STEP7 S7-300/400系统程序组织块特点[3]
西门子STEP7支持及提供的块有OB(组织块)、FC(功能)、FB(功能块)、DB(数据块)、系统功能及功能块(SFC/SFB)等,用户做的主要工作是根据设备工艺特点把系统控制任务合理地划分不同功能和功能块.用户不需要设计操作系统调用程序、系统循环扫描监控出错等额外程序,但这些系统都能提供接口做到对用户透明,尽量减轻用户编程负担这为系统PLC程序的设计实现模块化、结构化处理提供很大的支持及系统优势.
3 烟丝收回控制系统任务功能及模块划分
实现以上工艺流程需求,可以把程序处理任务进行以下划分(图1):
3.1 系统中起执行作用的控制对象
控制系统中控制对象主要是设备执行元件,通过以上分析不难发现系统控制对象就是指各个工序电机.而每一道工序都有属于自己动作和当前工况状态,即工序对象的行为和属性.在程序处理上把系统中所有工序电机的语句抽象提取出来,归纳控制属性、工位属性、状态属性、故障显示属性等,列出执行元件属性表,把这些属性封装成通用的功能块FB来满足设备上所有所用工序电机的控制要求.详细分析如下:要做成设备通用的功能模块,首先须提取设备上每一道工序相同的控制对象.在烟丝回收系统中根据物料的流动顺序即从一个工序输送到下一个工序,每工序都只有一个控制对象电机.工序电机的控制,是通过程序输出接触器信号来启动电机运转.通常电机最基本控制模式有两种:自动模式和手动模式.在手动调试模式下,工序电机的启动首先必须通过触摸屏进行选取,再由触摸屏上的软件按钮触发,分为手动启动,手动停止、全部停止;而在自动控制模式下,这任务由启动程序来完成.在实际生产现场给出电机状态信号和电机故障信息指示,能极大地减少设备维护的工作量.因此把电机运行状态、电机故障指示也作为建立该功能模块的输出.包括模式选择、模式工位指示、对象功能测试按钮、电机故障显示、电机状态显示.形成输出执行元件属性表1.再针对具体每个工序电机,分配相应的背景数据DB,记录当前特定控制工序电机的相应特征属性,以实现相应功能在STEP7程序中的调用[4] .
3.2 系统中起工艺工序流程传递的功能划分与组织
3.2.1启停控制程序
该设备启动时应按序依次启动,先启动除尘电机→输送带电机→开松装置电机→分离振筛电机→切刀电机→剖切轮电机→排序振筛电机→最后启动喂料部分供料电机;停车时应该先停止喂料部分,最后才能停止分离振筛.程序上这样设计是为了尽量减少对来料的浪费.同样原因,除开有立即停机外,停机程序延时也按工艺固有顺序将废烟支按一定的次序撤出,尽量将分离的烟丝输送出来,工序之间的投入通过程序延时进行传递.如图2所示.
3.2.2 工艺配方处理程序
对FY113喂料部分、切刀装置、开松装置工艺配方的管理,程序上采取牌号处理方式.在HMI触摸屏上建立20个牌号管理空间,支持牌号编辑、牌号选择、当前牌号读写等功能.根据模块化编程的特点,同样是采取功能块编程方式来处理,首先程序上开辟20个牌号的数据管理区DB(1~20),定义功能块相关输入参数:牌号读数据区编号、牌号写数据区编号、数据区长度、牌号源信息、牌号目标信息.采取地址指针方式读写所要管理的牌号,这样大大简化程序繁杂度,提高程序的可读性.
3.2.3 堵塞保护处理程序
对回收机切刀装置、开松装置高速旋转运动部件进行保护,利用运动部件产生的高频信号进行计数[5] ,低于程序设定值来判定该装置是否堵塞,防止损坏高速旋转的运动部件.
3.2.4 设备操作管理权限处理程序
对设备供应商、设备管理员、设备操作员分别分配不同操作使用权限,主要对特殊工艺配方进行管理及系统异常情况下系统参数的保护与恢复.
4 总结
采用模块化方式进行编程,可以大大减少程序编辑量,缩短程序开发时间,降低编程误操作发生率,在设备功能扩展的时候,也只要针对性地修改相应功能块,而无需大范围的调整程序结构,提高了程序的移植性与重用性,这给控制系统程序的调试与管理带来不少方便,极大地缩短了产品的开发时间.
参考文献:
[1]廖常初.S7-300/400 PLC应用技术[M].北京:机械电子工业出版社,2005.
[2]荷兰ITM公司.DELPHI400机械、电气设备操作手册[Z].2004.
[3]德国西门子公司.语句表(STL)编程手册[Z].2006.
[4]SIMATIC Programming with STEP7 V5.3 Manual,2006.
[5]德国西门子公司.S7-300-CPU-31XC技术参数[Z].2003.
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。
网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通



