基于PLC技术的龙门式精密油压机电气设计
1 引言
龙门式精密油压机,具有行程大、工作台宽、空程速度快等特点,若采用以往所使用的常规继电器控制系统的各种行程开关来控制油压机动作行程,当压制另外一种产品要求更换模具时,需要调整行程开关的位置,主缸的行程开关很高,液压垫的行程开关则在地坑内(机身有一部分在地坑内),变换参数数据,调整操作十分不便。针对这一点,我们使用PLC精密直线位移传感器+高精度分辨率的模拟量输入模块+触摸屏来控制整个电气控制线路。主缸、液压垫均采用美国TOM公司生产的精密直线位移传感器,提高了行程控制的可靠性和精度;采用进口触摸式工业显示屏,PLC程序控制,上作灵敏、可靠、柔性好,整机数字化程度较高;采用光幕安全保护装置,滑块导轨程控滑块装置.使整机性能更加完善
2 龙门式精密油压机运行机构
2.1龙门式精密油压机驱动系统
采用3台电动机驱动:①液压泵主电动机带动一个双联叶片泵.控制滑块、液压垫的上七行,下行,上退料缸的退料和缩回。②液压泵主电动机带动一个变量柱塞泵,控制滑块、液压垫的上行,下行,退料缸的退料和缩回。③另外一台小电机控制整台机器的自动润滑系统
此外还设有电磁换向阀、插装阀等若干个,控制整个油路系统。
2.2执行机构的动作顺序
机器有点动和半自动两种动作规范。作半自动循环时各执行机构的动作顺序为:主缸快速下行-主缸工进压制-主缸上行、液压垫下行、上退料缸顶出退料一退料杆缩回。
3 控制系统的设计
3.1硬件设计
根据精密油压机运行控制技术要求,输入信号19个,输出信号19个,因此,该设备选用口本三菱公司生产的FX2N-48MR可编程序控制器。其1/O分配如表1。
电气系统采用38OV交流电源,控制电路电压220V,且由变压器与主回路隔离,电气设备接地均牢固可靠。最初采用三菱公司的FXZN-2AD作为直线位移传感器采集模拟量输入,但是在调试过程当中,在触摸屏中查看油压机的主缸、液压垫当前位置显示值时发现参数有跳动,输入有电压波动,模拟量参数值受到外界干扰。因此,换用FXZN-8AD,把一般的+I0V直流开关电源替换使用了+l0V直流稳压电源,直线位移传感器和FX2N-8AD之间模拟量输入信号线使用了双芯绞和屏蔽电缆,之间确保没有接头,并和其他电源线或容易产生电气干扰的导线分离开,针对输入有电压波动,两个通道分别连接了一个容量大约为0.1到0.47μF,25V的电容器。试验结果较好,没有出现数值跳动。
PLC外围接线如图1所示,模拟量输入模块FXZN-8AD通过PLC扩展口与PLC相连。触摸屏和PLC通过RS-232相连。FXZN-8AD使用了PLC的24V直流服务电源,确保了将接地端子圈连接到皆进行。级接地(不大于lon)的PLC主单元的接地端子上。
表1 输入、愉出信号及其地址编号表

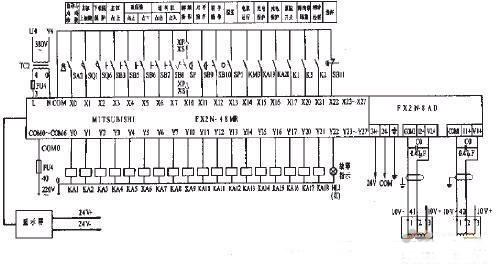
图2 输出阀接线图
阀的接线如图2所示。输出阀为24V大流量直流阀,上面并联的整流一极管是为了防止继电器在输出时,时常有火花冒出影响其使用寿命。
3.2软件设计
在使用FX2N-8AD时,可以根据PLC主单元和其连接的方法,用TO指令来设置输入模式,从而可以从电压输入、电流输入和热电偶输入(温度输入)中,选择模拟输入信号FXZN一SAD可以在每个通道选择不同的模拟输入,运用于该部油压机时,我们把FXZN一SAD直接连接到FX2N系列PLC上,选择了通道1和通道2,两通道都是电压输入。
3.2.1PLC程序设计
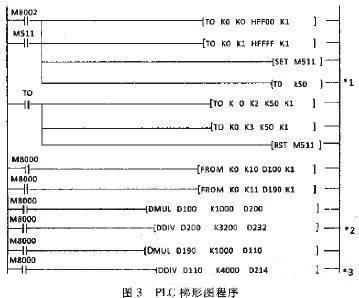
程序中主要控制各个阀的通断来控制整个油路系统,从而控制整台油压机的动作由于该部分程序较长,此处没有列出。程序还包括主缸、液压垫位置的采集,位置的采集是利用直线位移传感器,用FX2N一8AD来处理采集到的信号,通过FX2N-8AD的缓冲存储器(简称“BFM”)来完成FX2N一SAD和PLC主单元之间的数据传输。使用FROM/TO指令来读写BFM和PLC之间的数据。PLC梯形图程序如图3所。模拟量输入模块数据处理的程序如下:
①改变输入模式(BFM#O,BF氏1#1)(改变每一个设定值)大约需要5s的时间。确保修改完输入模式后到执行写入每一个设置(TO指令)之间至少有5s间隔。
②数据寄存器D232中存放主缸当前位置数值。程序中使用比较指令让主缸当前位置和触摸屏中设定的主缸上限、主缸工进、主缸下限等数值做比较,从而执行主缸的当前动作。
③数据寄存器D214中存放液压垫当前位置数值。程序中使用比较指令让液压垫当前位置和触摸屏中设定的液压垫上限、液压垫下限等数值做比较,从而执行液压热的当前动作。
3.2.2FXZN一8AD标准I/0特性
图4是FX2N-8AD的标准1/0特性,电压输入-10V到+10V,使用0~+10V直流稳压器。
则当达到+IOV时,模拟数值转换出来数字值为+1600
4 精密直线位移传感器的使用
美国TOM公司生产的精密直线位移传感器,是带有一个长的持续传导轨迹分压计型传感器,在控制和测量运用中,适合于绝对位移传感,其线性精度为士0.05%。具有移动快,寿命长等特点,符合龙门式精密油压机的控制要求。根据实际要求在油压机的主缸、液压垫上分别安装Kl下滑板式、KTC拉杆式直线位移传感器。在一个半自动工作过程中,油压机的主缸、液压垫分别带动两只直线位移传感器移动,将采集到的两点模拟量值输入到FXZN-8AD,FX2N-8AD将此模拟输入数值(此时是电压输入),转换成数字值,并且把他们传输到PLC主单元。主缸、液压垫选用直线位移传感器的有效测量长度为500mm、400mm。

图4 标准1/0特性
5 GP系列触摸屏在油压机中的运用
GP系列触摸屏工业图形显示器(简称触摸屏)是一种连接入类和机器的(主要为PLC)入机界面(简称HMI),称为PLC的脸面,它替代了传统的控制面板和键盘的智能操作显示器。我们选用日本Dighal公司生产的触摸屏,作油压机的主缸h限、主缸工进、保压时间、卸荷时间等各种参数的设置、数据的显示和存储。通过数据、曲线、图形动画等各种形式来反映PLC的内部状态,存储器数据,从而直观反映龙门式精密油压机的各动作流程。
以油压机带动育线位移传感器的行程作为图形的纵坐标,横坐标则由时间实时监控,在压机工作一个半自动工作循环后,得到如图5所示的油压机动作趋势图。从该动作曲线上,可以清楚地看到油压机在完成整个半自动动作过程中所描绘的折线图。根据该折线图,判断机器运行良好与否。
6 结束语
以PLC为控制核心,将直线位移传感器、模拟量输入模块、触摸屏用于龙门式精密油压机的控制,大大提高了设备的自动化水平和生产效率,减轻了现场操作入员的劳动强度。目前,这台油压机的触摸屏可显示机器全程工作状态,若需要更高精密度控制,则可搭配以下只者其一:速度比例阀、压力比例阀、速度及压力比例阀。
采用PLC和触摸屏结合的方式进行控制,使整个系统性能稳定,监控功能较完善,监控效果较好,控制性能稳定。同时,它还简化了油压机的电气控制系统,在工艺程序变更时,更突出表现其灵活方便的优越性。系统具有控制实时性好、可靠。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈