PLC在轮胎生产线控制系统中的应用
1 引 言
PLC 在轮胎生产线中的应用极大的提高了生产的自动化水平、生产效率和产品的质量。可编程控制器由于其可靠性高、编程简单、功能完善、使用方便等诸多优点在石油、钢铁、电力、机械等各个行业得到了广泛的应用,在橡胶工业中也得到了很好的应用。本生产线控制系统就是西门子S7 - 300 PLC 的一个典型的应用。
2 系统设计
本生产线控制系统根据某橡胶厂轮胎生产线的工艺流程、技术要求进行了系统的设计。在系统的硬件设计上考虑到本控制系统的规模、特点结合生产线的工艺和控制要求选用了西门子公司S7 - 300 系列PLC,通过PROFIBUS总线实现PLC 与PLC和上位机之间的网络通讯;在软件设计上,采用西门子SIMATIC Safety组态和编程软件STEP7,考虑到系统的工艺流程较为复杂,程序的编程量较大采用了模块化的编程思想,将整个程序分解为若干个子程序和功能块由主程序开始依次调用,这样就方便了程序的编写、修改和维护。
2.1 生产工艺
轮胎生产包括:密炼、挤出、压延、胎圈成型、帘布裁断、硫化等多个复杂的工序。每一个工序都包括非常复杂的工艺过程。
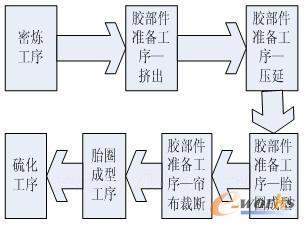
图1 轮胎生产工艺流程图
系统原理:在轮胎生产的过程中,轮胎制造工控主机在接收到工艺参数后,将信号传给密炼机、挤出机、压延机、胎圈成型机、帘布裁断机、硫化机等机器的可编程控制器(PLC),各可编程控制器再将信号通过其输出口传出,使机器在系统控制下执行整个密炼、挤出、压延、胎圈成型、帘布裁断、硫化等过程,完成工作。在密炼周期中的每个阶段,主电机的速度由工艺参数设定。在密炼过程中可编程控制器记录一些工艺数据及设备是否完好的情况,并将密炼数据传给PLC作为PLC控制密炼动作及密炼周期结束的依据。同时,系统根据密炼情况自动调整挤出机的速度并自动将压辊和挤出机头间的压力调整到设定值,随着料斗中胶料的增加,挤出机的速度也加快,机头压力增加,压延机也会自动增加速度,使压力保持在设定值,直到挤出机的速度增加到最大,压延机速度最大。当挤出机料斗的料位上升到上限时,挤出机会要求密炼机暂时停机,等料位下降到中位后,密炼机继续工作。在胶部件准备工序中,压延机将轮胎所需骨架材料压入橡胶中,并根据PLC主机预设定参数将橡胶压制成一定形状。在轮胎成型过程中,机器根据设定参数自动完成定长、裁断、同步贴合、整形等工序,这样轮胎就基本成型了。为了加强轮胎的耐磨、抗轧能力,需要进行硫化以增强轮胎的强度。轮胎在进行硫化时的压强和温度的变化直接影响轮胎硫化的质量,这就要求在轮胎进行硫化时,控制系统严格监测和控制硫化的温度和压强使之按照预设值进行,并在温度和压强不足时,采取自动延时硫化的方法进行温度和压强的补偿。
2.2 系统硬件设计
控制系统以PLC和工控机为硬件基础,以Setp7为开发平台开发其数据通道,完成数据总线的软硬件设计,从而将工业现场的各种需要采集的信号通过各种传感器进行采集,然后输入给现场监控节点,在通过总线向上位机传递,上位机发送数据信息和控制命令,监控节点根据控制命令对现场的执行器进行控制操作。

图2 系统网络结构图
系统功能:
控制密炼过程中的压强、温度、时间、功率等。
控制挤出的速度、压力、料斗料位等。
控制压延的形状、速度、质量等。
控制裁剪的长度、同步贴合等。
控制硫化的时间、温度、压强、质量等。
可检查断线、保险跳闸、中线断线等故障,并可检测线电压。
可对系统数据进行修改,进行数据热备份。
可进行故障报警,并能输出实时数据。
由于SIMATIC S7-300 能够承受高电磁兼容性和强抗振动,冲击性,使其具有最高的工业环境适应性,所以本系统采用SIMATIC S7-300。
SIMATIC S7-300 PLC系统配置:
硬件: SIMATIC S7-300 CPU315C-2DP;
伺服电机定位模块:SIMATIC 6ES7 354;
继电器输出单元:SIMATIC 6ES7 322;
高速计数模块:SIMATIC S7-300 6ES7 FM350;
电源模块:SIMATIC S7-300 PS3075A;
接口模块:IM153;
数字量输入输出模块:SIMATIC 6ES7 321;
人机界面:TP170A;
通讯处理器:CP342-5。
PROFIBUS是一种国际化、开放式、不依赖于生产商的现场总线标准,广泛应用于工业自动化。PROFIBUS根据应用特点分为PROFIBUS-DP、PROFIBUS-FMS、PROFIBUS-PA三个兼容版本。其中PROFIBUS-DP是一种高速(数据传输速率9.6kbit/s~12Mbit/s)的经济的设备级网络,主要用于现场控制器与分散I/O之间的通信,可满足交直流调速系统快速响应的时间要求;PROFIBUS-PA采用IECII58-2标准,传输速率为31.25kbit/s,并提供本质安全特性,适用于安全性要求较高以及由总线供电的场合;PROFIBUS-FMS主要解决车间级通信问题,完成中等传输速度的循环或非循环数据交换任务。
本生产线控制系统采用PROFIBUS现场总线技术的分布式系统,将控制模块安置在工业现场,通过总线传输数据,比传统的控制系统更具有灵活性,同时可以节省大量的布线,以及降低成本。西门子SIMATIC S7—300集成了PROFIBUS分布式系统的组态功能。基于PROFIBUS的分布式I/O可实现全集成自动化。通过组态可以方便地由PLC中获取整个监控系统的状态参数及运行数据。可以实时监测各个现场数据、报警状态;显示与打印测量数据等各种曲线及报表,并将数据存人实时数据库中。
2.3 系统软件设计
该系统软件的开发环境为SIEMENS SIMATIC S7 STEP7 编程软件,用模块式结构程序方式编程,这样既可增强程序的可读性,方便调试和维护工作;又能使数据库结构统一。可实现整机的手动、自动、整线联机等基本功能;程序内置系统启停周期和运行时间。主要实现以下功能:
(1)控制操作: 能对被控设备进行在线实时控制,如:启停某一设备,调节某些模拟输出量的大小,在线设置PLC的某些参数等。
(2)显示功能:用图形实时地显示各现场被控设备的运行工况,以及各现场的状态参数。
(3)数据管理:依据不同运行参数的变化快慢和重要程度,建立生产历史数据库,存储生产原始数据,供统计分析使用。利用实时数据库和历史数据库中的数据进行比较和分析,得出一些有用的经验参数,有利于优化生产线的控制系统,并把一些必要的参数和结果显示到实时画面和报表中去。
(4)报警功能: 当某一模拟量测量值超过给定范围或某一开关量(如电机启停、阀门开关)发生变位时,可根据不同的需要发出不同等级的报警。
(5)打印功能: 可以实现报表和图形打印以及各种事件和报警实时打印。打印方式可分为:定时打印、事件触发打印。
3 结束语
本控制系统充分利用了PLC、PROFIBUS现场总线技术等先进技术,系统采用分布式开放结构,响应速度快,组态灵活,控制功能完善,操作简单规范。该套基于PROFIBUS现场总线的控制系统安全可靠,故障率低,产品完全满足高标准要求,具有较高的生产和管理自动化水平,提高了生产效率,创造了较好的经济效益。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
