堆焊与喷焊修复模具的效果对比研究
摘要:通过对比电弧堆焊和喷焊技术在熔合区基材的晶粒组织,得出电弧堆焊后基体界面处的晶粒十分粗大,导致强度、冲击韧性下降,严重影响了修复效果;而喷焊后基体界面处的晶粒则较为细小,可在达到修复效果的同时提高了焊缝与基材的结合强度。
关键字:堆焊;喷焊;晶粒;模具修复
模具由于磨损导致尺寸发生变化或改变了表面状态而不能继续服役的现象叫做磨损失效[1]。据统计,磨损失效占总模具失效形式的80%。模具失效将严重影响产品的生产效率及质量。在工业生产飞速发展的今天,对于模具的需求量更大,种类更多,性能与精度更高,结构和工作条件更加复杂,工作温度高,寿命也要求更长。模具尤其是一些精密、高效模具的价格十分昂贵。如何采用合理的模具修复方法让失效模具重新使用就显得格外重要。本文重点对比了两种传统的模具修复方法—电弧堆焊和喷焊的修复效果,并对其存在的问题进行了讨论。
1 磨损失效的原因及过程[1]
模具发生磨损失效的根本原因是摩擦。模具磨损的具体形式和磨损过程的速度,与许多因素有关。例如,模具材料和被加工坯料的化学成分及机械性能,模具和坯料的表面粗糙度和表面状态(有无氧化膜,是否经表面处理)以及冲压加工过程中的压力、温度、速度、润滑等。模具钢的耐磨性,不仅决定于它的硬度,还决定于它的碳化物的性质、大小、分布和数量。
磨损是多种因素相互影响的复杂过程,可形成多种类型,按磨损机理的不同打分为:磨粒磨损、粘着磨损、疲劳磨损、气蚀和冲蚀磨损、腐蚀磨损等。以冷冲裁模为例,其过程主要有,如图1所示[1]。

图1 冷冲裁磨损过程
1.1 初期磨损阶段
冲裁模在服役的初期,模具刃口锋利,刃口与板料的接触面积很小。此时,刃口的单位压力很大,往注造成刃口的塑性变形,其磨损速度较快。
1.2 正常磨损阶段
当初期磨损达到一定程度后,刃口部位的单位压力逐渐减轻,刃口不再继续发生塑性变形。此时,由于刃口和被加工坯料之间的摩擦,出现了摩擦磨损,磨损较缓慢。在此过程中,刃口由于反复冲击而趋于疲劳。
1.3 过激磨损阶段
当刃口呈现疲劳破坏时,就进入了过激磨损阶段,此时,模具已不能正常工作,宣告失效。
冷镦模在冲击载荷条件下工作,如模具钢中碳化物过多,容易因冲击磨损而出现表面利落。这些剥落的硬粒子,将成为磨粒,加快了磨损速度。热作模具的型腔表面,由于高温软化而使耐磨性降低。此外,氧化铁皮也起到磨料的作用。因此,热作模具的磨损过程极为复杂。
目前针对上述磨损失效多是采用表面处理的方法来进行修复和强化,因而修复层与基材的结合强度至关重要。对于产生冶金结合的修复层,由霍尔—佩奇(Hall-petch)关系式[2]可得,细小的晶粒有利于提高材料的性能,增加晶粒间的结合强度。因而在模具的修复过程中有效控制熔合区晶粒,将对修复层与基材的结合强度产生重大影响。
2 电弧堆焊和喷焊在模具修复中的应用
电弧堆焊和喷焊是目前比较常用的模具修复方法,该两种方法的具体介绍,如表1所示。
表1 电弧堆焊和喷焊工艺对比
|
修复方法 |
手工电弧堆焊 |
氧-乙炔热喷焊 |
|
工作原理 |
利用手工电弧焊设备把填充金属熔敷在模具损坏处表面,以便得到所要求的性能和规格。 |
采用氧和乙炔气体燃料,通过喷枪将合金粉末加热到熔融或半熔融状态,并以高速喷向预热后的工件表面,形成牢固的冶金层,再将喷焊层加热重熔,达到冶金结合。 |
|
焊接材料 |
针对于模具材料多为T8、T |
可根据基体材质和使用要求选择镍基粉、钴基粉、铁基粉等冶金粉末。其作用是耐磨、耐蚀、耐热、减小金属间摩擦系数[4]。 |
|
工艺优点 |
采取对模具磨损处实施局部堆焊,在作业现场即可完成修复。修复后的模具因为加入了合金,其强度、硬度及韧性等都较原模具有显著提高。可提高工件的使用寿命,节省维修费用。 |
设备简单,操作方便、应用灵活、速度快、噪音小,特别是对于大件的加工很方便,喷焊层在0.3~3mm之间可自由控制等。 |
|
工艺缺点 |
焊接后容易出现开裂及剥离等焊接缺陷,影响工件的使用。 |
喷焊的具体步骤和流程相对较多,且由于焊后工件的硬度及耐磨性都大大增加,给后续的修磨带来了困难。 |
|
应用范围 |
大型复杂模具及中小批量零件的模具修复处理。 |
主要针对拉深模、冲裁模和翻边模的修复。一般情况下,若模具工作部位的磨损或损伤深度在 |
|
修复效果 |
例:马氏体钢堆焊层的硬度一般为30~60HRC,耐磨性能高,且屈服强度也高,可经受中等冲击[3]。 |
例:经喷焊修复的模具涂层致密光滑,硬度达61HRC (耐磨),与基材粘接牢固[5]。 |
2.1堆焊技术修复模具
堆焊的实质是异种金属的液相冶金结合过程,即在液相条件下促使构成金属键而形成堆焊层。在模具钢堆焊修复的研究与实践中,堆焊接头组织及各微区成分不仅仅是不同工艺方法的直接结果,还是确定工艺参数的主要依据。通过分析研究组织和微区成分,可以判断备微区的性能,从而达到掌握焊接接头质量的目的。
目前,国内主要通过改进焊接设备与焊接材料来提高焊缝区的综合性能。对于焊接接头组织与微区成分的分析则只局限于焊缝或焊接金属及其的表面性能[6-13],而对熔合区基材的微观组织尤其是晶粒问题研究较少。熔合区最大的特点是具有明显的化学不均匀性,从而引起组织的不均匀性,以致给堆焊结合区的物理—化学性能带来很大的影响。熔合区可能成为最薄弱的环节,脆性开裂或焊接裂纹都容易在这一部分发生和发展。这将导致模具在焊层金属及表面的硬度和耐磨性能良好的情况下再次失效。可见致使堆焊产生上述缺点的原因是焊接金属与基材的结合强度不高。
本课题小组利用传统的手工电弧堆焊技术对表面出现缺陷的轿车前梁架冲压成形模材料40Cr进行了修复,焊接材料为含Cr >13%的铁素体不锈钢。如图
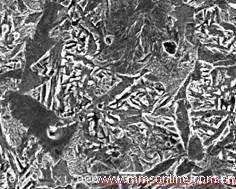
a 堆焊层微观组织 b 堆焊修复层和母材结合层组织
图2 堆焊后的微观组织
2.2 热喷焊技术修复模具
热喷焊技术由于自身的优点在模具表面强化和修复上的应用越来越广泛,如表1所示。热喷焊技术操作修复模具的主要步骤分为:
(1)表面处理 去除模具表面油污、氧化皮和疲劳层等。
(2)预热 将模具喷焊部位预热到200~
(3)施焊 主要分为两种方法:一步法(要求预热喷焊与重熔同时进行);二步法(先喷粉,后重熔)。
(4)缓冷 采用空冷、炉冷、箱冷等方式。
(5)加工 对喷焊层进行磨制以达到工件的使用要求。
相对于堆焊技术,热喷焊最主要的特点是采用二步法施焊过程。
汽车半轴摆动辗压模使用过程中,由于不断辗压上千度的高温工件,工件热量不断传给模具,使模具表面软化。为了克服因升温造成的软化,不得不在使用过程中不停进行水冷,长期使用后,模具表面产生多处浅裂纹和表面块状剥落。本文针对这一问题,采用氧一乙炔火焰喷焊镍、铬、碳化物混合粉末,对材料为5CrMnMo的热作模具钢进行喷焊修复。
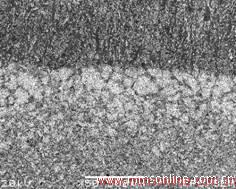
图3显示了采用和基体相同材料和处理状态及喷焊工艺制成的试样的显微组织。相关文献[14]经过能谱分析得出该喷焊层基材主要成分为Ni、Cr及碳化物,基体中Ni和Cr可有效提高模具的热强性和耐热疲劳性能,其碳化物的存在可提高其硬度和耐腐蚀性。而相对于堆焊修复层形貌(见图2b),喷焊层和基材仍呈冶金结合,这是由于熔滴到达基材表面之后,放热反应仍要持续若干微秒,有充分的热量促成与基材的反应,以形成某种形式的冶金结合,从而提高了冶金强度。值得注意的是,热喷焊界面处出现一个细晶粒区。其原因可能是喷焊工艺的预热速度很快,且预热层厚度很小,该热量不会使基材的性能受到破坏。加之喷焊技术二步法工艺的特殊性,使焊层与基材的界面处不但没有产生粗大晶粒,而且在喷焊应力的作用下发生了再结晶现象,细化了晶粒。有利于提高焊层和基材的结合力。

图3 喷焊修复层和基体结合层的组织
3 结束语
通过对比两种传统方法电弧堆焊和喷焊技术修复模具的效果,指出传统的手工电弧堆焊在修复模具后,焊接金属及焊层表面的组织和性能均可达到使用要求,但界面处的晶粒粗大,严重的影响其结合力,致使抗疲劳性能下降等,这可能是导致堆焊容易出现裂纹及剥落现象的主要原因。在实际生产工作中应注意这一问题。热喷焊修复后界面处的晶粒细小,表明热喷焊工艺在达到修复效果的同时提高了焊缝处的结合强度。
参考文献
[1] 曾珊琪, 丁毅. 模具寿命与失效[M]. 化学工业出版社, 2005.
[2] 闻立时. 固体材料界面研究的物理基础[M]. 科学出版社, 1991.
[3] 刘旭东. 堆焊在模具修复中的应用[J]. 模具制造, 2002(4): 52-53.
[4] 那树华. 热喷技术在模具修复上的应用[J]. 汽车工艺, 1991(2): 25-28.
[5] 袁智军. 热喷焊技术在模具修复中的应用[J]. 机械工人: 热加工, 2001(6): 30-30, 56.
[6] 刘政军, 孙景刚, 慈宏钢, 宋兴奎. 间歇交变磁场频率对堆焊金属组织及性能的影响[J]. 表面技术, 2008, 37(1): 19-20, 58.
[7] 刘政军, 孙景刚, 慈鸿钢, 宋兴奎. 间歇交变磁场占空比对堆焊层组织性能的影响[J].热加工工艺, 2008, 37(1): 34-35, 41.
[8] 余民芳, 邓琦林, 彭行金. 高强度钢激光堆焊修复堆焊层金属显微组织及性能的分析研究[J]. 电加工与模具, 2008(1): 40-42, 46.
[9] 胡得胜, 张华威, 谢春生. 5CrMnMo锚链推杆表面堆焊层组织与性能研究[J]. 材料开发与应用, 2007, 22(6): 9-11, 16.
[10] 章友谊, 屈金山, 李娟, 马小利, 曾庆宝. 手工电弧堆焊金属的显微组织分析[J]. 机械工程材料, 2007, 31(1): 29-31, 34.
[11] 钟玉, 屈金山, 陈文静, 潘全喜, 罗朝玉. 焊条电弧焊堆焊金属组织及其性能分析[J]. 焊接技术, 2007, 36(3): 10-12.
[12] 谢君, 曾志超, 钟玉, 屈金山, 曾庆宝. 45号钢堆焊熔敷金属的组织及性能[J]. 西华大学学报: 自然科学版, 2006, 25(6): 7-9.
[13] 刘义祥, 吴敬梓. 堆焊熔合区成分和组织分析[J]. 理化检验: 物理分册, 1999, 35(1): 9-11.
[14] 赵玮霖, 罗静, 杨惠, 孙智富, 杨明波. 汽车模具的电刷镀和喷焊快速修复[J]. 模具工业, 2007, 33(2): 64-66.
(稿件来自东方磨具杂志社)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈



