PLC5/SLC500 在小方坯连铸控制系统中的应用
摘要:本文主要介绍了ROCKWELL公司PLC5/SLC500系列产品在小方坯连铸自动控制系统中的软硬件配置、网络拓扑结构和应用实践。
关键词:小方坯连铸 PLC5/SLC500 RSView32 DH+网 总线型拓扑结构
1 引言
小方坯连铸机2004年与炼钢转炉配套建设,是将钢水浇铸成小方坯材的工艺设备,共分八流。自动化控制核心选用了ROCKWELL公司的PLC5/SLC500系列平台,通讯网络系统为DH+网,它具有稳定性好、扩展性强、软硬件功能优及人机界面友好的特点,与上位机构成了一个集中管理、分散控制、全流程生产的连铸计算机自动控制系统。
2 小方坯连铸工艺简介
转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。小方坯连铸主要设备包括回转台、中间包,结晶器、拉矫机等。其原理是将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的小方坯。
3 设计思想
设备控制级按照工艺控制功能要求和分散控制的设计思想,配置如下:连铸公共设施部分(如大包、液压站等)采用一套PLC5控制;8流连铸铸流部分每流包括仪控部分(从结晶器至出坯辊道全线及结晶器液位和流量控制、二冷水流量控制等)各采用一台SLC500 控制,八流共八台,以保证当任一流设备发生故障时,不影响其它七流的正常工作;切割部分(包括出坯一切、二切)采用两台SIMATIC S7-300系列 PLC控制;连铸事故水包铸流热装热送采用一台SLC500控制,大包水口A站、B站各采用一台SLC500 PLC控制,PLC之间通过DH+网进行数据交换。
3.1 系统硬件配置
控制系统硬件配置主要包括:14个控制站、2个操作站和1个工程师站,它们之间通过DH+网组成总线型拓朴结构,网络端点安装终端电阻。具体见图1。
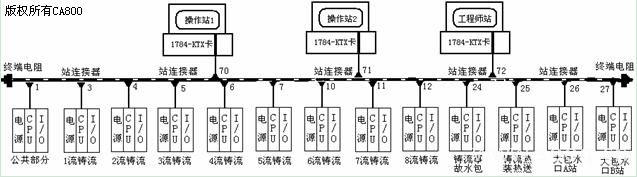
图1 小方坯控制系统网络图
3.2 操作站硬件配置
操作站主机采用研华工控机,型号IPC-610P4-30HC/ P4 2.4GB/DDR 256MB/HDD 80GB/64MB VGA/52X CD-ROM/1.44MB FDD/Keyboard+Mouse,配19″彩显。其中两台工控机放在主控室,供岗位人员控制生产工艺,在线进行各种生产数据设定、控制参数修改及配水表数据的下装等;另一台工控机作为工程师站,主要供工程技术人员对整个自动控制网络系统维护、控制参数修改和故障排查。三台工控机均配置1784-KTX通信卡与PLC通信。
3.3 控制站硬件配置
控制站由连铸公共部分控制站、1流至8流小方坯连铸铸流共8个控制站、连铸事故水包控制站、连铸一切二切控制站、铸流热装热送控制站、连铸大包水口A站、大包水口B站控制站等十四个控制站组成。
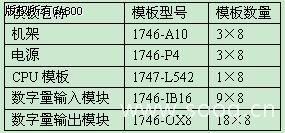
(1)公共部分控制站为ROCKWELL公司 PLC5系列产品,具体配置见表1。
表1 公共部用PLC5清单

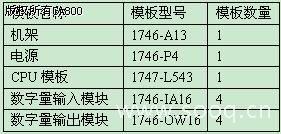
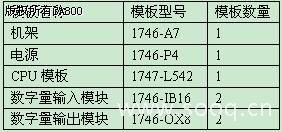
(2)8流连铸铸流控制站均为ROCKWELL公司 SLC5系列产品,具体配置见表2。
表2 铸流控制站用SLC5清单
(3)一切二切控制站为SIEMENS公司S7-300系列产品,具体配置见表3。
表3 二切控制站用S7-300清单

因该岗位使用利旧设备,独成系统,未与其它PLC进行通讯。
(4)热装热送控制站为ROCKWELL公司 SLC5系列产品,具体配置见表4。
表4 热装热送控制站用SLC5清单
(5)大包水口控制站为ROCKWELL公司 SLC5系列产品,具体配置见表5。
表5 大包水口控制站用SLC5清单
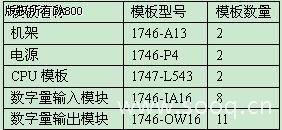
(6)事故水控制站为ROCKWELL公司 SLC5系列产品,具体配置见表6。
表6 事故水控制站用SLC5清单
3.4 系统网络
本系统采用总线型网络拓扑结构,各个PLC控制站使用屏蔽DH+网线作为通信介质,通过CPU模板上专用的接口接入DH+网。操作站通过1784-KTX网卡连接到DH+网上。站与站之间通过1770-SC站连接器连接,在网络的首、尾两端加装终端电阻。DH+网络传输速率为115.2Kbps,各站之间实现数据共享和交换。
PLC5主机架与扩展机架之间使用1771-CP1电缆作为通信介质,SLC500 PLC主机架与扩展机架之间使用1746-C9电缆线作为通信介质。两者均通过DH+接口,实现站内通信。
4 应用软件设计
应用软件设计包括PLC程序编制、操作员站和工程师站上位画面组态及网络通信配置等部分。
4.1 程序编制
编程软件采用ROCKWELL 的RSlogix5和RSlogix500标准软件包。小方坯连铸工程项目程序对应上述控制器由十三个子项目组成。每个子项目使用梯形图等结构化的编程语言实现控制、显示、计算功能,程序内容包括系统初始化、参数量程变换、参数监视、设备控制及异常情况处理等。
4.2 上位画面组态
上位画面组态基于Windows 2000+SP4操作系统,采用ROCKWELL公司的RSview32软件,实现了对工业过程的监视、控制及报警,内容包括画面设计、过程数据库建立、节点配置、监控软件功能块、趋势记录以及报警记录等。
4.3 网络通信配置
网络通信采用RSLinx通讯软件,设置相应各控制站的1784-KTX网卡的设备类型、网络站名、站地址、中断请求、通讯速率等,通过TOPIC子项实现操作站与控制站的对接。
5 主要控制功能
(1) 8流结晶器钢水液位及电磁搅拌检测控制;
(2) 中间包钢水液位检测控制;
(3) 8流拉矫机速度和8流结晶器振动控制;
(4) 8流二冷水(足辊、一段、二段)流量控制;
(5) 定尺切割和火焰切割自动控制;
(6) 引锭杆、传送辊道控制;
(7) 热装热送传送辊道控制。
6 应用效果
6.1 实时数据监控
小方坯主参数画面(见图2)有中包钢水液位、结晶器钢水液位、二次冷却水(结晶器、一段、二段)的温度、压力、流量、各个铸流拉速等动态数据的显示。
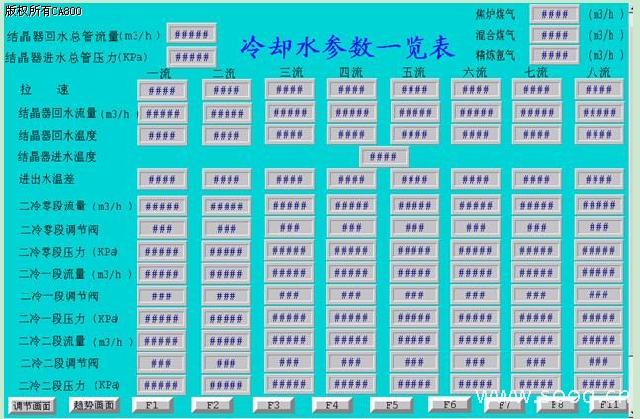
图2 小方坯主参数画面
6.2 流量参数调节控制
二次冷却水(包括零段、一段、二段)流量是根据钢坯种类、钢坯温度以及冷却水进出水温差、压力来调节的,为了保证出坯前方坯完全冷却,冷却水量的控制是坯材成型的关键。画面设有手动和自动调节,可以根据生产实际需要随时调节水量设定值,设定PID参数,方便工艺参数的修改。如图3所示。

图3 二次配水调节图
6.3 二次冷却水水表数据配置画面
此画面根据实际坯材的拉速,及时调整各个冷却水管道的水量,画面设计只要一键点击即可将所有参数下装,无须修改程序,有利于二冷配水表参数的修改。
6.4 趋势记录
记录结晶器液位、拉矫机拉速、中间包液位、结晶器冷却水流量、二次冷却水流量等生产关键数据的历史趋势。
6.5 报警查询
登录系统故障报警画面,即可浏览各个设备的报警故障,提示操作人员及时、准确采取相应措施。
7 结束语
小方坯连铸机自动控制系统充分运用工业DH+网络和数据检测技术,将PLC与操作站、PLC与PLC有机地连接起来,实现快速、准确的控制。该系统对结晶器液位、结晶器流量的精确检测,对结晶器振动、二次冷却水、拉矫机拉速的安全控制以及定尺切割、火焰切割、传送辊道的稳定运行,使得控制对象多,处理数据量大的PLC集顺序控制和过程控制于一体的特点得到充分体现。该PLC控制系统自2004年投入运行以来,在实时性、精确性和可靠性方面,都达到了预期要求。
作者简介
王萍 女,大学本科,高工,从事PLC系统研发工作17年。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈