运动控制系统在表格印制机裁切中的应用
我国是印刷、造纸、火药和指南针发明的文明古国,特别是印刷技术发明以来经历了几千年的发展,印刷技术随着工业控制技术的不断发展,印刷机的电气控制系统也在不断前进,从简单的继电控制到PLC控制,越来越向数字化发展,印刷技术采用自动化控制系统使复杂的印刷工艺得到简化,并且使得复杂的机械部分由电气控制系统所代替,而且更加可靠。
2、 应用:
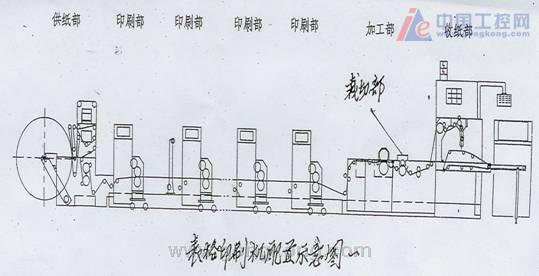
下面介绍一下运动控制系统在表格印刷机裁切工序中的应用,表格印刷机是同属轮转印刷的一大门类,轮转印刷机包括轮转凸版,凹版,柔性版,平版印刷机,丝网印刷机,其印品涉及出版,报刊,包装,商业彩色广告等各个领域。其特点为:印刷速度快,效率高,还可以进行各种印后加工作业,如裁切,模切,复合,折页,复卷,制袋等实现多工序一体化生产,直接出成品,有较高的综合生产效率。如图一所示
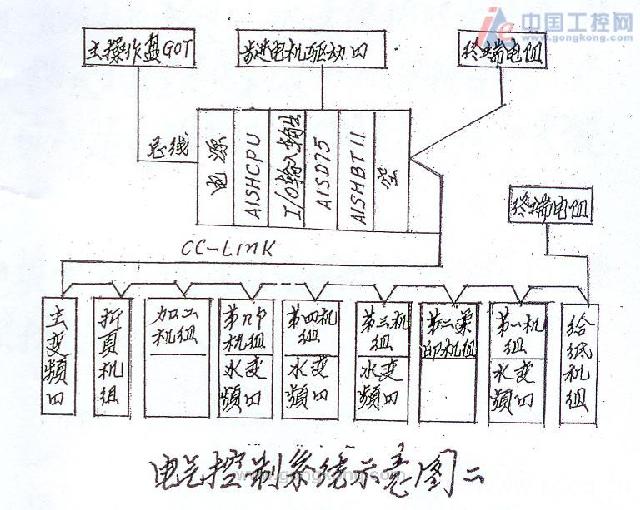
表格印刷整机电气控制系统图如图二所示,目前商品化的通用变频器都是全数字化技术,内部有微处理器进行逻辑运算和数据处理功能。精度高,稳定性和可靠性高,同时具备异步串行通信接口,为交流调速系统在RS-485或现场总线中运用提供了有力条件。在表格机控制系统采用了通讯总线同步控制,同时为了保证胶印机组的水墨平衡,我们通过程序控制在启动印刷时的0-10秒内,水重要于正常印刷时的水重,10秒后进入正常印刷时的水重自动控制。在每个印刷机组可设有手动增、减水重的微调按钮。
3、 裁切原理:
原印刷轴和裁切轴同用一个主轴进行印刷和裁切,裁切不同规格幅面尺寸时须更换不同尺寸的裁切滚筒。一台表格机,如果用户要带全全部滚筒,就须要以下规格的裁切滚筒:裁切范围5.5寸-28寸(0.14-0.71m),主机速度10-250m/min经常裁切的产品为10-12inch产品要在10、10.5、11、11.5、12.、13.、14、15、16、17、18、20、21、22、23、24、26中任选一个。裁切精度精度±0.2mm,裁切刀形式上辊带刀同步裁切,下辊与纸速同步。为了解决用户的大量投资和更换裁切滚筒时劳动强度大,调整时间长,北人富士在表格机裁切工序采用了无轴传动控制系统进行裁切,解决了用户的大量投资和减少生产裁切滚筒的大量时间,提高裁切技术,达到了共创双赢。
但是,面对这么多种裁切辊筒,必须进行优化,怎样选出一个最能适合裁切各种产品规格的裁切辊筒呢?经过多方面论证得到裁切10-12inh的长度最好。由于切刀在切与其周长相似的产品时,加减速度的幅度较小,效率高,因此选择10-12inch范围内的切刀辊 。同时切刀在切小于其长度的产品时,其消耗的功率是最大的。因此选型时尽量靠近小裁切辊的周长,将有利于裁切短长度的产品,而裁切较长的产品达到长度后,消耗的功率将基本不变。可以选用10inh即254周长的裁切辊筒。
4、要想保证裁切达到±0.2mm的精度要求,必须保证送纸张力的稳定性和可靠性:
4-1为了保证得到稳定,可靠的印刷和印后加工的质量必须解决在印刷和加工过程中。由于受到如纸卷的圆度,直径的不断变化,水墨使纸张的变化,机械增减速等因素使纸受到变形,因此张力不发生变化和波动的。这种变化和波动将会严重影响套印的准确性和裁切的质量。因此张力控制是表格机的关键技术。
4-2为了保证印刷和印后加工的质量,我们对表格印刷机设计了张力控制系统,对印刷和印后全过程进行张力跟踪控制。如图三所示
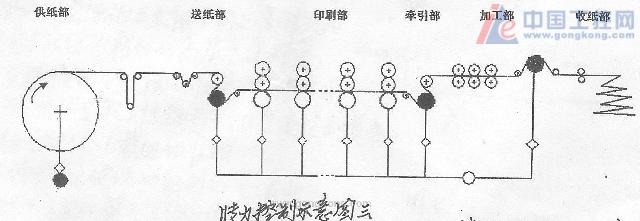
图中黑点为张力控制点,我们在开卷张力设计上采用了日本三菱TC810自动跟踪磁粉制动器作为开卷的初级张力控制,如图四
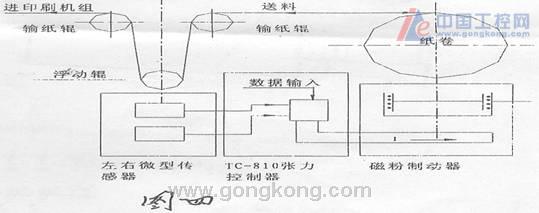
我们充分利用了磁粉制动的“快速性”,可塑性,它可以在千分之四秒内启制动,也就保证了初级张力动态平衡,同时为了保证纸张进入印刷机组前,我们又设置了纸张速度控制系统,纸张驱动辊,起到了纸张进入印刷机组前的张力控制,即定量送纸,驱动辊的传动通过差动系统与主驱动系统相连接,如图五
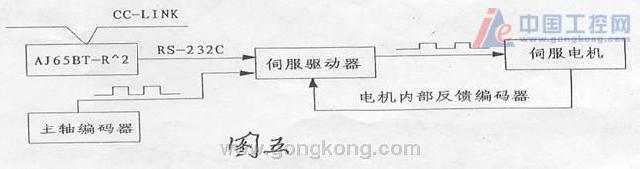
在工作状态下,张力检出器对该区段的张力不断地进行检测,由控制器与设定张力进行比较,当张力变化超出允许值时,由控制器进行信号运算,处理后通过差动系统的调整,在主驱动速度的基础上向驱动辊加一个差动速度(即增速或减速),从而也就改变了该控制区段的张力。因此系统走在印刷过程中连续进行的,也就形成了纸张张力的自动跟踪控制。图六为纸张速度控制系统示意图。
5、
首先由于我们采用了无轴裁切传动控制系统,因此必须保证与主轴之间的高精度的同步运行才能保证裁切的高质量,高精度,同时还要根据印刷主轴的位置作增速或减速驱动。这就要求上位控制器有高速和复杂的运算能力才能保证裁切的准确性。
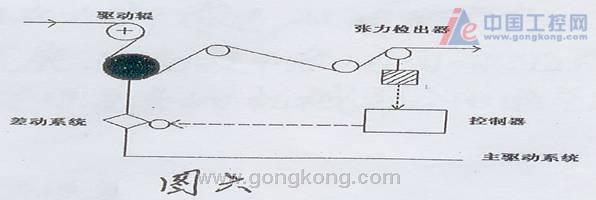
5-1控制系统硬件的配置,如图七所示
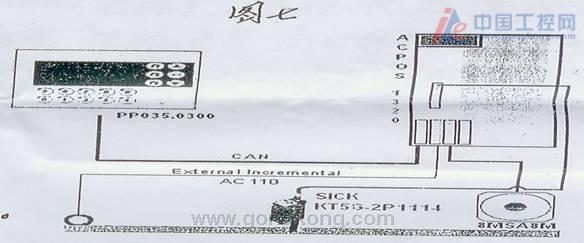
我们采用了贝加莱工业自动化公司生产的PP35是集PLC功能和显面板功能为一体的控制器,通过CAN总线控制ACOPOS(伺服驱动器)的运行,系统使用通过一个增、减绝对式外编码器来检测进纸的位置,从而实现进纸定长裁切控制。SICK光电传感器则是用来进行带色标时的裁切的位置检测之用。裁切系统示意图如八所示。

伺服驱动器在色标传感器检测到色标信号的同时,要高速锁存外编码器的位置,通过与裁切刀在主轴位置上的计算裁切位置相比较,这两个位置的偏差值就是色标控制时的位置偏差值。系统每检测到一次色标信号,就可以得到一个计算的裁切的偏差值,通过一定的控制策略(控制程序)对这些偏差值进行主轴(外编码器)位置的补偿就可以跟踪色标位置,控制裁切的精度在要求的范围内,即±0.2mm。 5-2色标裁切工作原理如图九所示:裁切系统的配置简介:4/1000秒内进行制动也就保证了初级张力的动态平衡。同时为保证纸张进入印刷机组前我们又设置了纸张速度控制系统,设置了纸张驱动辊,起到了纸张进入印刷机组前的张力控制(即定量送纸张力)驱动辊的传动通过差动系统与主驱动系统相连接。如图五所示,TC810自动跟踪磁粉制动器作为开卷的初纸张力控制。如图四所示
6、 结束语:
通过在表格印刷机裁切功能部分采用无轴传动控制系统进行裁切是成功的。只要是我们在以下几个环节做得更好。如:1、在印刷色标时保证色标的质量,光电传感器锁定信号的触发位置更准确,对比度也就更准确;2、保证在裁切前印品张力无波动。我们在裁切前又加了一级定量送纸(印品)控制系统(即伺服控制系统);3、根据254mm周长的裁切辊,其半径为40.43mm,同时根据同步裁切的要求,在裁切刀接触纸张(印品)的整个范围内,需要和纸张(印品)保持线度的同步,则同步角度是不同的。表格机156g约为10度,而柔性版印刷机450g约为15度。为了保证纸张进纸不会出现跳动,可以将裁切刀与纸(印品)提前同步,将同步区域放大如156g表格机约为15度,采取以上措施后裁切质量更好,更准确,更稳定。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈