施耐德PLC变频器拉幅定形机控制方案
| 概述 工艺流程:轧车、上超喂、下超喂、主链、毛刷、出布、落布.  工艺说明: ■拉幅工艺:对织物纬向施以一定的拉力,消除织物在前处理及染色印花过程中因经向张力较大而产生的布边不齐、纬纱歪斜、幅宽不等等缺点。 ■定形工艺:将织物在适当张力条件下,加热到所需温度并保持一定时间,使纤维分子链在新的位置上重新调整,然后以适当速度冷却,将织物受热变化的状态固定下来。可以消除织物上原有的皱痕,还能防止再产生新的褶皱。 ■传动系统:全机主要有7个同步传动单元(见系统框图,其中,主链分传动),4台循环风机(8室烘房),2台排风机。  ■技术要求: □左右主链需要速度及位置同步,避免织物纬斜。 □10段门幅控制,调幅精度控制在±2mm之内。 □温度控制,8路PT100信号输入PLC。 □张力控制。 控制系统框图 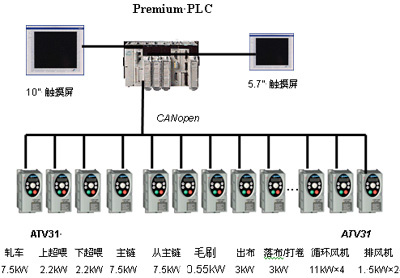 控制特点和方案说明 整个系统采用CANopen通讯数字量控制,主要控制如下: ■传动部分:交流变频传动。 ■控制部分:两台HMI(机头机尾)、ATV31变频器、8路AI、12路40kHz高速计数、CANopen总线。 ■主链一主一从,采用编码器信号反馈,PLC每20ms对从主链编码器进行采样,与主主链编码器信号进行比较,根据反馈脉冲差值调整从主链速度,之后清零主从脉冲值,避免累计误差产生,以保证主从主链的速度同步。在HMI上设有从机速度点动修正。 ■除进布和出布侧外,每室烘房也设有门幅控制,全机共有10段调幅,为了使门幅误差在工艺要求之内,采用编码器双向计数控制。 ■烘房温度直接由8路PT100模拟量输入PLC(控制精度12位),并由PLC编程进行PID调节,在HMI上显示各段烘房温度并可调整。 ■各传动单元之间无张力传感器,因此在HMI上都设有速度微调。 ■上下超喂变频外接制动电阻,避免在负超喂过程中的能耗制动引发变频器频繁故障。 ■各单元工艺速度关系: V上超=V主×(1+K1%) V下超= V上超×(1+K2%) V轧车= V下超×(1+K3%) V毛刷= V上超×(1+K4%) V出布= V主×(1+K5%) V落/打= V出布×(1+K6%) 预缩整理联合机控制方案 概述 工艺流程:进布、预缩、落布.  工艺说明: 织物在湿、热情况下尺寸产生收缩,以恢复纱线的平衡弯曲状态,使织物原来存在着的潜在收缩在成品前预先缩回,以符合纺织品规定的缩水率标准,防止纺织品加工成服装后,穿着洗涤时产生收缩。 ■传动系统:同步单元(变频控制) □进布电机-2.2Kw □呢毯电机-3Kw □橡毯电机-15Kw □出布电机-1.5Kw ■其他传动(直接启动) 橡毯模辊、压辊、橡毯张力辊等 ■技术要求: □工艺车速:10-100m/min □预缩率:<16% 控制系统框图 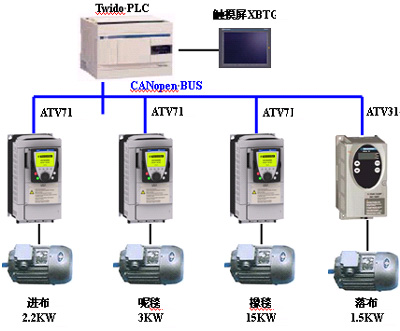 控制系统说明 |
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通