三菱PLC在煤矿胶带运输机集控系统中的应用
摘要:本文介绍了一种基于PLC的全矿井胶带运输机集中监控系统,该系统设置了现场控制站和一个控制主站,建立了CC-LINK通讯网络,实现了对胶带运输机系统设备的CRT集中监控,取得了提高生产效率、减少现场操作人员、提高安全性的良好效果。
关键词:PLC 集中监控 胶带运输机
§1 前言
煤矿胶带机集控系统运行安全可靠与否直接影响矿井的经济效益。为提高系统的可靠性和安全性,实施集中监控,实现系统的综合保护和集中监控,是十分必要的。
唐山开诚电器有限责任公司生产的智能皮带机集中控制与监测系统是应用于矿山皮带运输自动化的高科技产品,本系统是以《煤矿安全规程》为依据,总结矿山运输过程中所出现的事故,本着安全性高、实用性强、具有先进性的特点而研制开发的新一代综合控制系统。
集控系统与调度电话系统、工业电视系统一起,构成一个完整的操作、调度、监视网络,实现对整个系统的遥测、遥信、遥控。该系统可实现提高生产效率、降低事故率,减少故障处理时间、减少现场操作人员、提高经济效益。
§2 集控系统的描述
目前,PLC始终处于工业自动化控制领域的主战场,为各种各样的自动化控制设备提供了非常可靠的控制应用。其主要原因,在于它能够为自动化控制应用提供安全可靠和比较完善的解决方案,适合于当前工业企业对自动化的需要。
在全球工业计算机控制领域,围绕开放式过程控制系统、开放式过程控制软件、开放式数据通信协议,已经发生巨大变革。随着PLC(SoftPLC)控制组态软件技术的诞生与进一步完善和发展,安装有SoftPLC组态软件和基于工业PC过程控制系统正在逐步得到发展。对于控制软件来讲,是PLC控制器的核心,向工业用户提供开放式的编程组态工具软件。此外,开放式通信网络技术也得到了突破,其结果是将PLC融入更加开放的工业自动化控制。
本系统采用全分布式控制结构。由井下控制站和综合操作台构成。综合操作中心位于地面中央控制室。系统采用日本菱电公司的 AnS和FX系列PLC,控制主站与控制分站之间采用菱电开放的网络总线结构CC-Link,控制分站与传感器之间采用距阵结构联接,控制主站与综合操作台的监控上位机之间通过CC-Link总线网络联接。控制分站负责现场设备的数据采集和控制,通过监控,可对整个系统的设备进行监视和集中控制。
本系统是以菱电AnS和FX系列PLC作为主控元件,具有防潮、抗干扰能力强,现场易编程、易扩展,基本免维护,并能够实现软件控制化,自动检测系统故障等功能。系统采用多台PLC组成数据传输网络,达到不同的规模控制。完成一个系统内多条皮带全过程的监控、监测、连同地面指挥管理中心站,构成一个完善的监控系统。
§3 网络系统
考虑到煤矿的现场情况和控制距离,在地面控制中心设置控制主站,采用三菱的大中型PLC-AnS系列,网络选用开放的CC-Link总线,在控制距离大于1200米的两个控制站间要加中继器,在皮带机头设置控制设备分站。控制设备分站负责现场的信号采集与现场的实时控制。
系统为实时监控网络结构,具备有完善的生产监控管理功能,对皮带运输主要环节及相关的辅助环节的生产过程进行实时数据采集、传输、处理、显示、记录打印,对井下运输皮带系统进行远程集中监控,同时配合工业电视系统进行安全图像监视,以确保人员及设备的安全。
监控网络实施后,操作员可在中控室终端上监视控制运输皮带生产过程,完成对运输皮带生产及相关环节的“遥测、遥信和遥控”,实现矿井运输皮带生产系统的综合自动化。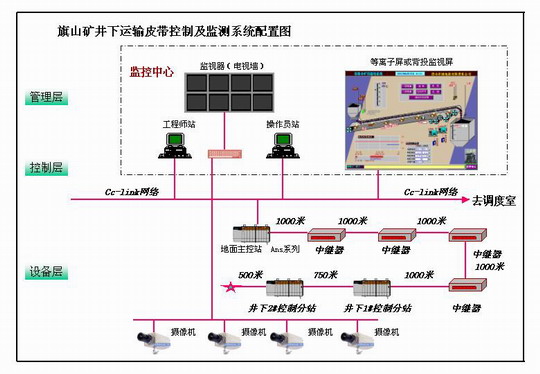
1. 实时运行参数监测。各监控系统实时采集生产工况参数,可以采用图形、报表的形式显示系统的实时工况及目前产量、仓储等。
2. 实时过程控制。分析采集的参数,各系统自动完成过程控制,或由操作员操作控制。
3. 历史数据查询。以上生产实时监测数据均可存贮于生产实时数据历史数据库中,可实现历史回显、历史趋势分析,及直方图、饼图等进行综合分析。
4. 设备故障及模拟量超限报警。当设备故障或模拟量超限时,生产监测及管理网络同步显示故障设备名称,并可实现语音报警、实时打印故障功能。服务器将该故障信息存入故障信息数据库,供以后统计分析。
5. 优化生产计划。在网络服务器中建立了综合历史数据库,定时将生产、经营等数据存入数据库中,制作计划、生产完成情况的趋势分析图表,为今后的生产计划提供参考;根据外运下达计划和设备实际状态、仓储煤量,合理安排生产计划、设备维修计划,以最大限度地减少对生产的影响。
§4 操作员工作站
根据监控子系统功能,在监控中心设置工作站,运输系统监控工作站它们的功能有:
1. 根据操作人员不同,设定不同的使用权限,各司其职;
2. 提供交互式全中文界面的操作平台,各子系统设备运行状态及参数直观动态显示;
3. 根据工艺流程及联锁关系实现各子系统的自动/手动/就地控制;
4. 实时设定各种运行、生产工艺参数;
5. 实时监视各子系统设备的运行参数及状态,同时将各参数数据贮存在硬盘上,将必要的数据上传至数据服务器;
6. 实时监视各子系统传感器的当前状态及参数;
7. 对各个设备及必要传感器的故障状态实时报警,报警方式为声光报警。并且打印实时报警,同时将报警数据贮存入数据服务器,便于统一管理,以便对报警信息进行事故分析;
8. 随时查询、打印实时趋势以及任意时间段的历史趋势;
9. 随时查询、打印任意时段历史数据报表。
§5 工程师站
工程师站除具有操作员工作站的一切功能外,还具有如下功能。
1. 根据工艺的调整在线修改控制器程序,以适 应新工艺的需要;
2. 将监控系统中有关数据进行转换,进入全矿的信息管理系统中;
3. 设置彩色打印机,打印实时的彩色画面及彩色的趋势图;
4. 当某个子系统的操作员工作站发生故障时,可以马上通过设定操作人员权限,将工程师站转换成为该子系统的操作员工作站。
§6 皮带运输监控系统
本系统由运输皮带机、给煤机等基本设备组成,利用控制设备、通讯模块、打滑、堆料、超温、烟雾、纵撕、灭尘、速度、跑偏、煤位等保护,达到皮带机集中控制与监测系统的要求。
系统采用多台PLC组成数据传输网络,达到不同的规模控制。完成系统内皮带,给煤机的全工作过程的监控、监测、连同地面中控室,构成一个完善的监控系统。
1) 实现胶带机运输系统集中监控,实时监控设备状态和运行参数,并显示数据曲线,对重要信息在硬盘记录;
2) 控制方式分集控自动/集控手动/就地,三种方式可转换。正常生产时,使用集控自动方式,设备按工艺要求的顺序和流程由中央控制台自动启停;集控手动时,可在中央控制台操作各设备,无闭锁和联动关系;就地时,在现场操作;
3) 启动设备前由集控台发预告信号,预告30秒后,若现场均满足集控自动启动条件,设备按顺序自动启动。现场可用停车钮停止启动过程;
4) 现场信号箱设起/停车按钮,现场可随时停车。若设备由集控启动,控制系统接到现场停车停号后,可作急停处理,实施故障停车操作;
5) 按“技术规定”胶带运输机装设拉线开关、跑偏保护、低速保护等,这些信号均接入集控系统,参加设备的紧急停车和闭锁停车;
6) 对设备故障和工艺参数的异常实时报警,并进行声光提示。一般故障只报警,现场非正常停车或严重故障时,故障设备及其上游设备紧急停车,下游设备顺煤流延时闭锁停车。
6.1 系统的主要功能
1. 每台设备机头旁均设有就地操作控制箱,上有工作方式转换开关及就地起停钮;
2. 所有胶带机上的给煤点均设置堆煤保护和纵向撕裂保护,以防止胶带机事故的扩大化;
3. 所有胶带机均设有两极跑偏开关,每隔约50米设置一对跑偏开关,一级跑偏用于故障报警,二级跑偏用于故障停车;
4. 所有胶带运输机,均设拉线开关,用于紧急情况下的停车,急停拉线开关的安装间距均确定按50米进行配置,并可扩展下皮带的跑偏保护,以保证设备和人身安全;
5. 扩音电话采用新型的选拨电话系统,安装间距确定按200米进行配置;
6. 水平胶带机的拉紧装置为液压调节方式,开诚提供一套胶带机的松带检测传感器,由PLC控制完成胶带机的张力自动调节功能;
7. 在皮带机头设置堆煤传感器,防止皮带的堆煤事故的发生;
8. 在皮带机设置皮带速度传感器,以检测皮带的超速及打滑事故的发生;
9. 在皮带巷道设置烟雾传感器,以检测皮带巷道的烟雾浓度防止火灾事故的发生;
10. 在皮带机的主滚筒设置温度传感器,随时检测滚筒的温度,并配备自动撒水装置,在滚筒超温时实现自动撒水并对主滚筒进行降温;
11. 胶带运输机每隔约100米设起动预警装置,设备启动前发出预警信号,提示有关人员应立即远离设备;
12.电机的电流实时监测功能可发现一些机械设备的潜在故障隐患;运行中对电机的电流进行实时监测分析,当发生电流超限或突变时报警,严重时停机。
13.实现对给煤机与皮带的闭锁,实现与以前皮带的闭锁功能,具有自动、手动、检修等控制方式;
14.在软件与硬件上开发了先进的矩阵控制功能,节省主电缆的开支;
15.自控系统在性能上具有良好的抗湿热性、抗干扰性,在结构上满足在井下条件能够迅速检修或更换元器件,根据煤矿井下的现场环境,控制箱采用不锈钢结构,其他采用防腐措施;
16.可根据胶带机系统的故障性质,进行紧急停机、顺序停机或发出报警声光信号;
17.在集中操作台上能集中显示胶带机的工作状态、故障类型、故障地点;
18.隔爆软启动器或隔爆变频器纳入监控;
19.多种操作方式。控制方式有:集中联动、集中手动、就地联动、就地手动、禁起等方式,使系统操作灵活、可靠。在集中方式,所有设备由集控室操作员通过上位机操作;
20.多种流程选择。在联动方式下,可根据工艺选择运输流程, 胶带启动按顺煤流方向,并根据胶带速度、长度延时开车,以减少运行时间;重载启动时,按逆煤流方向启动;系统停止或无煤时延时自动停车;
21.完善的信息处理功能,报警信息、运行参数、操作记录等信息自动形成标准格式的数据库文件,并在硬盘长期保存,供信息系统调用;
22.实现系统集中监控,生产数据微机化管理
1)界面直观友好,操作简便,功能齐全。有形象逼真的动态画面和全中文显示,还具有实时报警监视、安全确认机制和数据记录功能。对操作员素质无特殊要求,培训简单;
2)对报警信息和重要运行参数在硬盘记录,数据表格和曲线可随时调出;
3)生产数据存入计算机硬盘,可由管理信息系统按需调用。
6.2 可实现自动化控制系统与生产管理系统数据共享
计算机管理工作站设信息管理系统,决策者通过管理工作站可根据各自权限远程访问监控上位机,得到现场生产数据报表、设备管理信息和生产统计分析。
6.3 具有故障自诊断功能
1. 网络故障自诊断。当网络由于发生断线、干扰等传输问题时, 网络会自动侦测到,并发出报警;
2. PLC故障自诊断。PLC的扫描器和适配器发生故障时,系统会通过网络的通讯情况判断故障,并发出报警;PLC的I/O模块发生故障时,CPU会通过I/O模块的状态位侦测到故障及故障内容,系统会发出报警;
3. 传感器和信号线故障诊断。模拟量的传感器或信号线发生断线故障时,PLC通过测量值判断故障并发出报警。
6.4 维护方便
1. I/O模块采用可拆卸端子排,出现故障时,集控室发出声光报警,可在几分钟之内即可更换完毕;
2. 系统扩展方便,增加新设备或上后期工程,可以方便地加入节点,并可通过网络在线修改程序;
3. 系统具有自诊断功能,能及时报告故障时间、位置、类型等信息,更便于维护。
6.5 集控系统的特点
本集控系统具有以下几方面特点:
1. 选用先进的控制器,系统的实时性好,可靠性高,数据处理速度快;
2. 采用全分布式控制结构,系统具有较高的安全性。当地面部分出现控制故障时,井下部分仍可实现集控运行;
3. 通讯网络速度快,距离远,可靠性高;
4. 界面直观友好,操作简便,功能齐全。人机界面不仅具有形象逼真的动态画面和全中文显示,还具有实时报警监视、安全确认机制和数据记录功能;
5. 减少布线成本,由于采用远距离通讯网络,使布线更加方便,并大大减少电缆用量;
6. 维护方便,运行费用低。系统扩展方便,可随时增加节点,并可通过网络由中控室在线修 改程序。控制器和网络可靠性高,维护工作量小;
7. 总结各矿胶带运输系统的经验教训,特别采取了增加设备可靠性的措施,如选用先进可靠的控制器和网络产品。
Use Of PLC In Central Control System for Belt Conveyor of Coal Mine
ABSTRACT This paper introduces a central control system for belt conveyor of coal mine. It includes PLC stations and main PLC station, which connected through CC-LINK network. It controls equipments of conveyor system on CRT, and gets good effect of higher productivity, less operators and higher security.
KEY WORDS PLC, central control system, belt conveyor
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈



