PLC和直流驱动控制的龙门刨系统
1 引言
某厂的B2025龙门刨是七十年代初由武汉重型机床厂生产,其控制系统是传统的继电器-接触器控制系统,工作台前进、后退、升速、减速及超程保护等重要位置采用的是有触点的行程开关,它们动作频繁,触点经常出现粘连,或闭合不好,导致工作台工作故障,维修工作量大,影响生产;同时,机床的主拖动系统采用直流发电机-直流电动机拖动系统,调速系统采用半导体分离元件,以及接插件结构,不仅噪声大,浪费能源,而且在经过近三十年的使用后,整个系统已经严重老化,在低速段已严重不能达到加工要求,有时候甚至会出现爬行现象,调速性能极不稳定。为了充分利用机床仍然良好的机械精度以及完好的大功率直流电机,有必要利用现代控制技术和电力电子技术对机床的控制系统和驱动系统进行技术改造。
2 系统需求分析
进行机床改造的总体设计时,需要考虑到控制系统和驱动系统的协调。本机床的动作控制绝大部分属于逻辑控制,因此选择可编程序控制器来完成机床的动作控制。由于原机床的直流电机功率为60KW,成本较高,而且仍然完好,所以工作台仍然采用原直流电机驱动;而直流驱动部分涉及到调速需要,一方面在正常加工时工作台的正、反向运行速度需要根据工作台的位置自动调整,另一方面工作台的切削运动速度又要根据切削用量进行调整。结合工厂的实际情况,本机床只用于粗加工,因此,不同的速度需求主要是工作台往返工作造成的,而对具体的速度值的精度要求并不高,因此驱动系统选择欧陆590系列全数字直流驱动器594。
3 硬件组成
3.1 硬件系统方案
根据系统需求分析,确定出整个控制、调速系统的硬件方案如图1所示。
悬挂操作站主要提供工作台前进起动、工作台后退起动、工作台步进前进、工作步进后退、横梁上升、横梁下降、垂直刀架快进、左侧刀架快进、右侧刀架快进和急停等信号。
控制柜按钮主要提供工作模式选择、工作刀架选择、594使能、594使能停止、程序停车、停车和急停等信号。
各种行程开关包括工作台前进、后退中减速和换向接近开关、各刀架抬落刀行程开关、各刀架进刀行程开关和横梁放松行程开关。
各类保护信号包括各刀架抬落刀电机的热保护、各进给电机热保护、横梁松紧电机的过流保护、通风电机的热保护、左右垂直刀架的位置保护横梁上下位置的保护、左右侧刀架的位置保护等信号。
速度给定电路由电位器调节输出电压,由PLC选择速度给定电路的输出电压,将此电压信号传送给594,从而控制工作台直流电机的转速和转向,实现工作台的调速和换向要求。
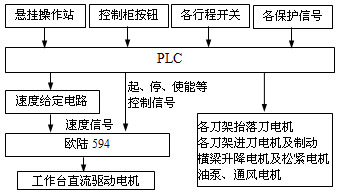
图1 控制系统硬件组成方案
3.2 硬件设计
本系统的输入输出全部是数字量,其中,数字量输入点总计66个,数字量输出点总计37个,因此选择西门子PLC CPU224(AC/DC/继电器)为主机,并扩展5个数字量扩展模块,它们分别是一个EM223(16DI/16DO,继电器输出)、一个EM223(16DI/16DO 晶体管输出)、三个EM221(8DI)。
速度控制电路如图2所示。直流驱动器594的B3为+10V参考电压端子,B4为-10V参考电压端子,A1为0V参考电压端子,A4为速度给定电压端子,R1~R8为可调电位器。B3与0V参考电压端子之间可以有四条回路:从B3端分别经R5、R6、R7、R8,然后到A1,这四条回路中每接通一条回路,速度给定电压端子A4就从相应的电位器上取得相应的电压,从而实现给定一定的速度,A4从这四条回路取得的电压为正电压,此时电动机正转,驱动工作台前进。同理A4从B4与A1之间所形成的回路取得四种负电压,从而实现电动机的反转,驱动工作台后退。
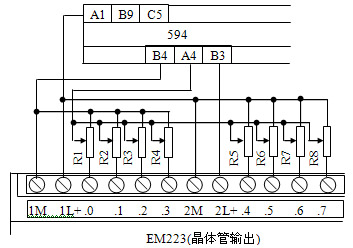
图2 速度给定电路
4 软件设计
按照机床的工作要求,同时考虑到尽量符合改造前操作人员的操作习惯,设置了自动工作模式和手动工作模式。
手动工作模式下能够完成垂直刀架快速进给、左侧刀架快速进给、右侧刀架快速进给、横梁升降控制、工作台步进前进和工作台步进后退等动作。
4.1 横梁升降控制
横梁升、降的前提是横梁处于松开状态;横梁下降到指定位置后,一方面要保证横梁保持水平,另一方面要尽快制动横梁的下降运动,设计中使横梁有短暂的上升动作来达到要求;横梁上升或下降完毕后还需要让横梁夹紧。图3给出了横梁升降控制PLC梯形图。

图3 横梁升降控制程序段
图3中Network 4程序段完成横梁的下降控制,当按住横梁下降按钮(I0.1),横梁开始放松(Q0.2),放松完毕,放松限位开关(I0.2、I0.3)接通下降回路,横梁开始下降(Q0.1);横梁下降到位,松开下降按钮(I0.1),其常闭触点接通,取其上升沿接通横梁上升(Q0.0)回路并自保持,同时计时器T37开始计时,计时时间到,横梁上升结束。其它输入输出有横梁上升按钮I0.0、横梁夹紧电流继电器I0.4、横梁上升限位开关I0.5、左侧刀架与横梁互碰限位开关I0.6、右侧刀架与横梁互碰限位开关I0.7、横梁夹紧接触器Q0.3。
4.2 刀架进给、制动控制
在自动工作模式下,需要进行刀架的进给、制动控制。为了检测进给电机的转数,将进给电机的转动信号通过凸轮机构传递给行程开关。通过控制进给电机的转数达到控制进给量的目的;进给电机每转代表的进给量是通过调整进给箱的传动比实现。图5所示为自动工作模式下右侧刀架的自动进给控制梯形图。

图5 右侧刀架进给程序段
右侧刀架被选中(I3.4)工作的情况下,若进给电机过载保护继电器(I3.5)没有动作且自动进刀选择开关(I3.2)接通,同时右侧刀架处于正常位置,即右侧刀架与横梁互碰限位开关(I3.1)右侧刀架下限位开关(I3.0)未受压,则进行进给动作(Q2.4);进给电机转动时,右侧刀架进给检测行程开关(I3.3)从接通到断开到再接通,利用其上升沿通过计数器(C3)进行计数;当计数器计数到预置值,进给完成,停止进给电机。另一方面,利用计数器的上升沿启动电容制动回路(Q2.5)并开始计时器(T44),计时时间到,断开电磁制动回路,从而完成进给过程。左侧刀架、垂直刀架的进给、制动与此类似。
通过拨码开关可以设定每次进给时进给电机的转数(限制在1~4的范围内),并将设定值存储在VW4中,从而达到调整进刀量的目的。
5 结束语
本机床经改造后一年多的运行情况证明,采用PLC和欧陆594对机床进行改造后,既没有改变操作人员的操作习惯,又增强了进给控制功能,同时提高了控制系统和驱动系统的可靠性和稳定性。本项目实施后产生的经济效益150万元。
本文作者创新点:利用PLC设计了方便、实用的速度给定电路,与采用操作员面板设定速度、利用通讯功能设定速度相比,成本低廉,适用于对速度精度要求不高的普通机床。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈