基于PLC的药厂空调控制系统的应用
1 引言
PLC(可编程控制器)是20世纪80年代发展起来的新一代工业控制装置,是自动控制、计算机和通信技术相结合的产物。它不仅具有优越的控制性能,良好的性能价格比,而且具有较高的可靠性和抗干扰能力,在自动控制各个领域应用相当普遍[1>。
在制药厂,为了保障药品的质量,对清洁区的洁净度和温度、湿度都有很高的要求。例如汉江药业集团一分厂对洁净区的标准是:洁净级别30万级,温度18~26℃、相对湿度45~65%[2>。因此,空调系统是否高效运行将不仅影响药品的质量,而且也会造成能源的浪费。本文就汉江药业集团的空调系统运行要求,选用PLC作为核心控制器。同时用工控机作为上位机与PLC通信,实现对整个控制系统的组态和监控。
该药厂的空调系统由两台抖动电机、一个电动风门、一台送风机、三台引风机、两台除尘风机、一个蒸汽电动阀和两个冷液电动阀组成。要求系统运行时首先打开两个电动阀,然后按一定的顺序运行各个送风机,关闭时先关闭电动阀,然后按一定顺序关闭各个风机,达到除尘、送风、降温或升温的目的,保证清洁区达到指标要求。同时,系统要具有定时自动、手动运行功能,并要求在系统出故障时可以报警并诊断故障类别。
2 系统硬件设计
该药厂空调系统长期以来是采用继电器和接触器,采用人工操作的方法进行控制,其控制系统复杂,可靠性低,维护繁琐,能源利用率低,而且经常带故障运行,设备耗损大。采用PLC,不仅能实现对开关量的逻辑控制,同时具有强大的计算功能,还能实现与工业计算机等智能设备之间的通信。因此,将PLC应用于本系统的控制,能很好的满足技术要求,具有操作简单、运行可靠、自动化程度高等优点,再加上故障诊断功能,使系统维护更简单、快捷、准确。
该空调系统需要控制九台电机,三个阀,同时需要指示,报警等功能。根据系统的控制要求,统计出其需要16个信号输入点,23个信号输出点。同时又对各种PLC性能指标、适用性、认知程度等进行比较,最后本系统选用了西门子公司的S7-300型PLC,它 指令丰富,功能强大,可靠性高,适应性好,结构紧凑,便于扩展,性价比较高。PLC硬件组态如下:电源PS307 5A,CPU312C(带10点输入和6点输出),64K存储卡,扩展模块有数字输入模块SM321(32点输入),数字输出模块SM322(32点输出)。PLC配置完全满足系统需要,且便于系统扩展和组网。该控制系统的结构如图1所示。
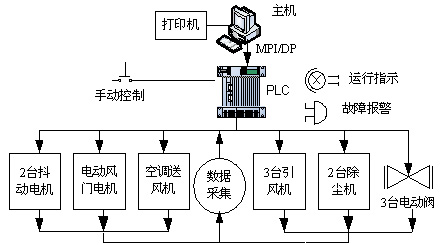
图1 PLC控制系统的结构图
该系统以PLC为核心,PLC从控制面板以及现场获得信号,然后对执行器进行控制。上位机可以从PLC获取信息,并且可对PLC进行设置和控制。
PLC输入输出端子分配如图2所示。使用转向开关I4.0来选择系统的运行状态为自动或手动。按钮I4.1和I4.2只有在手动后才有效,用于手动控制风机、电动阀的开与关。端子I4.3~I5.6表示现场执行器的反馈信号,其中有两个端子表示现场温度的上限和下限。
输出端子Q0.0是系统运行指示信号。Q0.1~Q1.4用来控制电动机的顺序、定时运行。Q1.3、Q1.4和Q3.5控制三个电动阀的开关。Q1.6~Q2.7用来显示各个执行器的运行状态。Q3.0是系统的故障报警。Q3.1~Q3.4表示系统的故障类别,它可以表示16种故障类别,这样的设计可以充分利用PLC的端子,节约成本。
|
3 系统软件设计 系统的程序设计是在STEP7 V5.2软件平台下进行的。STEP7 V5.2可支持梯形图、SIMATIC指令和功能图。且具有指令丰富、结构清晰、编程方便的优点。在程序设计中,将整个系统分为:“手自动切换及互锁”、“自动运行定时”、“顺序开关风机及电动阀”、“故障报警与诊断”等模块。 系统进入运行状态后,首先根据转向开关确定是进入自动状态还是手动状态。在手动状态下,可以在控制面板上进行手动操作。在自动状态下,系统将自动按流程工作。在系统运行时,首先检测各执行器是否正常(接触器触点是否粘合)以及电动阀的状态。如果发现异常,则报警并给出故障类别(故障位置),然后系统处于等待状态,等待故障排除,重新运行;如果正常就进入运行状态。首先两台抖动电机运行30秒后停机,同时打开电动风门,3秒后启动空调送风机,然后顺序启动三台引风机,最后是两台除尘风机。系统进入正常运行过程中,故障诊断程序不断扫描各个反馈信号,当任一风机过载不能正常运行或加热器、冷凝器工作异常超温时,空调机组自动停机,故障部位报警指示。无故障时,等待自动关机或手动关机。总之,在每个PLC循环周期只运行一个状态的指令,这样可以节省CPU的资源,提高系统的实时性。系统控制程序的流程图如图3所示。
 图3 系统软件流程图 4 系统故障诊断 故障诊断是该系统中的一个重要环节。及时有效的给出故障报警和故障位置可以帮助技术人员快速准确的查找故障和恢复故障,这一点在药品的生产过程中非常重要,因为药品生产对工作环境要求很高。 本程序中的故障诊断分为启动前、启动中和启动后三个级别的故障诊断。在启动前,判断各执行器触点是否处于断开状态,主要是根据输入端子的反馈信号的有无进行判断;在启动过程中,由于各风机均需要间隔启动,可以在程序中给每台电机设定两个定时器,一个用于电机定时,一个用于反馈信号定时,当启动时间到而反馈信号没有时,就可判断出该电机出现故障。启动完毕后,再次判断各接触器状态,此时,由于抖动电机运行30秒后处于关断状态,其它风机处于运行状态,判断方法同启动前故障诊断方法。根据运行情况,系统主要存在9大故障。为此,采用4个输出端子指示故障类别(可扩展指示16种故障)。 5 结束语 本文作者创新点是采用西门子S7-300完成药厂空调控制系统,尤其是设计了故障诊断程序,根据PLC自带指示灯可查看故障类型,给用户带来极大方便。该控制系统由汉江药业股份有限公司提出,由陕西省工业自动化重点实验室研制。经过对系统的研究、设计、开发,控制系统已投入运行。从实际的运行效果来看,满足了药品生产洁净区对空调设备的指标要求。采用PLC作为本系统的核心控制器,保证了系统运行的安全可靠,提高了设备的自动化水平,维护和检修方便。得到用户的欢迎。 |
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈