应用宏功能指令加工空间曲线
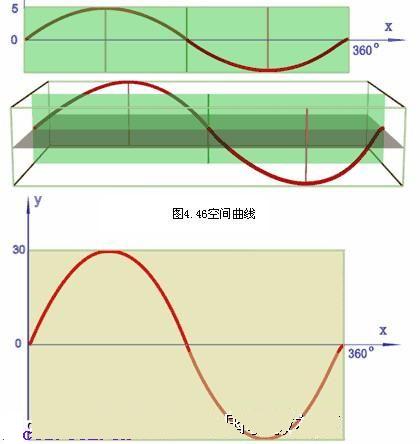
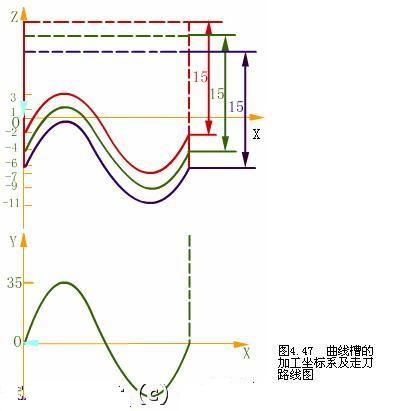
有一空间曲线槽,由两条正弦曲线Y=35sinX和Z=5sinX迭加而成,刀具中心轨迹如图4.46所示。槽底为r=5mm的圆弧。为了方便编制程序,采用粗微分方法忽略插补误差来加工。以角度X为变量,取相邻两点间的X向距离相等,间距为0.5°,然后用正弦曲线方程Y=35sinX和Z=5sinX分别计算出各点对应的Y值和Z值,进行空间直线插补,以空间直线来逼近空间曲线。加工时采用球头铣刀(r=5mm)在一平面实体零件上铣削出这一空间曲线槽。加工坐标系设置见图4.47。
设置保持型变量:
#500--Z向每次切入量为2mm;设置时输入“2000”;
#501--Y=35sinX的幅值为35mm,设置时输入“35000”;
#502--Z=5sinX的幅值为5mm,设置时输入“5000”;
#503--X的步距为0.5°时的终点值360°;设置时输入“360.”。
设置操作型变量:
#100--X当前值,为度;
#110--Y坐标当前值,为mm;
#120--Z=5sinX的值,为mm;
#130--Z向每次进刀后的初始值,为mm;
#140--Z坐标当前值,为mm。
子程序O0004:
N10G65H01P#100Q0 //X初始值#100=0
N20G91G01Z-#500F100 //Z向切入零件
N30G65H02P#130Q#130R-#500 //#130=#130+(-#500)
N100G65H02P#100Q#100R0.5 //X当前值#100=#100+0.5
N110G65H31P#110Q#501R#100 //Y当前值#110=35sinX
N120G65H31P#120Q#502R#100 //Z=5sinX数值
N130G65H02P#140Q#130R#120 //Z当前值#140=#130+120
N140G90G01X#100Y#110Z#140//切削空间直线
N150G65G84P-100Q#100R#503 //终点判别
N160G91Z15//抬刀
N170G90X0Y0 //回加工原点
N180G91G01Z-15F200 //下刀
N190M99 //子程序结束
主程序O0005:
N10G54G90X0Y0Z15 //进入加工坐标系
N20G00X-10Y-10 //到起始位置
N30G01X0Y0M03S600F200 //主轴起动
N40G65H01P#130Q0 //Z向初值=0
N50G01Z0 //下刀至零件表面
N60M98P30004 //调用子程序O0004三次
N70G00Z15 //抬刀
N80M30 //主程序结束
在子程序O0004中,N100~N130为计算当前点的X、Y和Z坐标。N140是按计算出的坐标值切削一段空间直线,用直线逼近空间曲线。N150为空间曲线结束的终点判别,以X=360°为终点,若没有到达,则返回N100再计算下一点坐标;若已到达,则结束子程序。
在主程序O0005中,N60为调用三次O0004子程序,每调用一次,Z坐标向负方向进2mm,分三次切出槽深。加工的走刀路线图见图4.47所示。
null
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
