引言 目前,模具工业的迅速发展,推动了模具制造技术的进步。 电火花 加工作为模具制造技术的一个重要分支,被赋予越来越高的加工要求。同时在 数控 加工技术发展新形势的影响下,促使电火花加工技术朝着更深层次、更高水平的数控化方向快速发展。虽然模具高速加工技术的迅猛发展使电加工面临着严峻的挑战,目前放电加工技术部分工序已被高速加工中心...[阅读全文]
1 引言 对于切削加工来说,理想状态应是加工表面层同表面层之下的基体材料一致,即满足加工出的表面变化最小、甚至最好是没有变化。已加工表面变质层的生成客观上说是不可避免的,但有许多方法可以减小它的产生。本文基于工件材料Bauschinger效应,采用逆向精切方法,以减小已加工表面变质层。 2 逆向精切削法的切削变形模型 图1所示为逆向精切...[阅读全文]
计算机和网络技术的发展,引发了控制领域深刻的技术变革。控制系统结构向网络化、开放性方向发展将是控制系统技术发展的主要潮流。以太网作为目前应用最为广泛的局域网技术,在工业自动化和过程控制领域得到了越来越多的应用。 1.以太网技术介绍 一般来讲,控制系统网络可分为3层:信息层、控制层和设备层(传感/执行层)。传统的控制系统在信息层大...[阅读全文]
当前我国经济型数控机床,一般只具有直线插补和圆弧插补功能,并不具备抛物线等非圆曲线y=f(x)的插补功能。因此数控加工非圆曲线y=f (x)的轮廓时,就必须用直线或圆弧段逼近。现有的用圆弧逼近非圆曲线的方法,计算难度和工作量很大。本文提出两种新方法,降低了工作难度,减小了逼近误差。 图1 1 第一种方法 如图1所示,MN为非圆曲线y=f(x)上过...[阅读全文]
Louis-MarieProu问:“你们的机床可以做这个吗?”ThomasWurst回答:“当然可以。”允许他用一天的时间来证明这一点。Louis-MarieProu很有信心地微笑着。他的怀疑消失了。这位LTALaTolerieArmoricaine公司——基地位于法国南特市(Nantes)——的总经理将折弯加工好的零件及卡尺交给自己的生产工长FabriceBeillevert,在再次 测量 零件后,工长满意地...[阅读全文]
数控机床的定位精度直接影响到机床的加工精度。传统上以步进电动机作驱动机构的机床,由于步进电动机的固有特性,使得机床的重复定位精度可以达到一个脉冲当量。但是,步进电动机的脉冲当量不可能很小,因而定位精度不高。伺服系统的脉冲当量可以比步进电动机系统小得多,但是,伺服系统的定位精度很难达到一个脉冲当量。由于CPU性能已有极大提...[阅读全文]
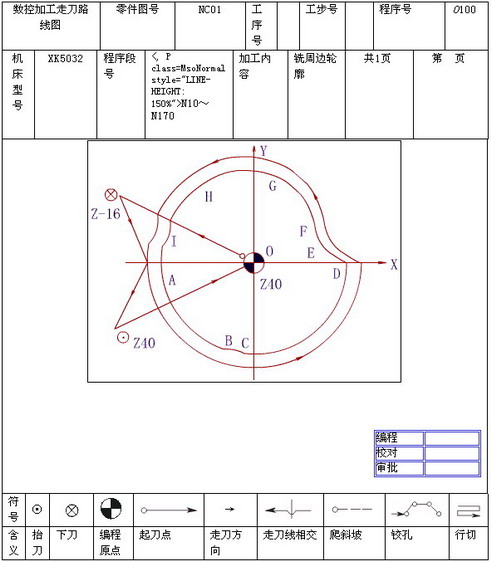
平面凸轮如图1所示。 1.工艺分析 从图上要求看出,凸轮曲线分别由几段圆弧组成,φ30孔为设计基准,其余表面包括4-φ13H7孔均已加工。故取φ30孔和一个端面作为主要定位面,在联接孔φ13的一个孔内增加削边销,在端面上用螺母垫圈压紧。因为孔是设计和定位的基准,所以对刀点选在孔中心线与端面的交点上,这样很容易确定刀具中心与零件的相...[阅读全文]
钻孔过程中,随着钻头钻出工件表面,在孔的周边会产生出口毛刺。它的存在严重地影响产品的装配精度和使用性能,即使是自动化生产十分发达的国家,有时也不得不用手工去除毛刺以保证产品的质量。国内外的研究结果表明,振动钻削时削减出口毛刺具有显著的效果,其效果不仅与振动参数有关,而且与进给量有密切的关系。 图1 图2 1 分析 钻削过程中,...[阅读全文]
规格 显示器: 5.7" TFT LCD 处理器:32bit RISC CPU 200MHz 内存:4MB DRAM, 2MB flash memory I/O: 1 RS-232 (HMI-PC) 1 RS232/485 (HMI-PLC) RTC & 配方卡:内建(配方卡 128kB) 自我诊断:电源异常侦测 Compact Flash card slot 输入电压:24 VDC, 0.5A maximum 人机尺寸 HxWxD:204x150x48mm 重量:Approx:0.84 kg 特点 5.7" TFT LCD 32位 RISC CP...[阅读全文]
Louis-MarieProu问:“你们的机床可以做这个吗?”ThomasWurst回答:“当然可以。”允许他用一天的时间来证明这一点。Louis-MarieProu很有信心地微笑着。他的怀疑消失了。这位LTALaTolerieArmoricaine公司——基地位于法国南特市(Nantes)——的总经理将折弯加工好的零件及卡尺交给自己的生产工长FabriceBeillevert,在再次测量零件后,工长满意地点...[阅读全文]