慢走丝线切割加工的技术进步 1 加工表面质量日臻完善 (1)纳秒级大峰值电流脉冲电源技术 电火花加工时金属的蚀除分熔化和气化两种。宽脉宽作用时间长,容易造成熔化加工,使工件表面形貌变差,变质层增厚,内应力加大,易产生裂纹。而脉宽小到一定值时,作用时间极短,形成气化加工,可以减小变质层厚度,改善表面质量,减小内应力,避免裂纹产...[阅读全文]
1 塑件分析 控制盒上盖零件图。该零件从总体形状来看为矩形,其长度方向约为118mm,宽度方向约为70mm,高度约为10mm,制件壁厚2mm。根据其使用用途,它必须具备有一定的综合机械性能,良好的机械强度、耐寒性、耐油性、耐水性、化学稳定性和电性能。产品的外观要求较高,对产品外表面光洁度有一定的要求,但尺寸精度要求不大。塑件的形状尺寸较...[阅读全文]
板边预弯作为直缝埋弧焊钢管生产线的主要工序之首,对直缝埋弧焊钢管的质量影响很大。其目的是同时完成钢板两边的弯曲变形,使钢板两边的弯曲半径达到或接近所需钢管的半径,从而保证钢管开口区域的几何形状和尺寸精度。早期的直缝埋弧焊钢管生产中没有预弯工艺,至60年代在美国的麦基波特厂部分机组才出现预弯技术,70年代预弯技术在世界范围内...[阅读全文]
为了进一步改善热固性及热塑性塑料的力学性能。常在塑料中加进玻璃纤维(简称玻纤),滑石粉、云母、碳酸钙、高岭土、碳纤维等作为增强材料,以树脂为母体及粘结剂而组成新型复合材料,称为增强塑料(如环氧树脂为母体树脂塑料的增强塑料又称为玻璃钢)。 由于塑料混用玻璃纤维的品种、长度、含量等不同,其工艺性及物性也各不相同。下面主要介绍...[阅读全文]
按用途,塑料模的基本结构零件可分为两大类。 (1)成形零件 它是决定塑件尺寸和形状的关侵零件。 (2)结构零件 塑料摸中除成形零件以外的其他零件。 如图1—x所示,型芯4、凹模5为成形零件。浇注系统——主浇谊衬套8、拉料杆12导向零件——导柱3z定摸权10;顶出机构零件——推行2、推杆固定板14、推扳15;支承零件——定樱座板9、定摸板10、动横频...[阅读全文]
一、引言 液压控制技术是以流体力学、液压传动和液力传动为基础,应用现代控制理论、模糊控制理论,将计算机技术、集成传感器技术应用到液压技术和电子技术中,为实现机械工程自动化或生产现代化而发展起来的一门技术,它广泛的应用于国民经济的各行各业,在农业、化工、轻纺、交通运输、机械制造中都有广泛的应用,尤其在高、新、尖装备中更为...[阅读全文]
步进电机是一种能将数字输入脉冲转换成旋转或直线增量运动的电磁执行元件。每输入一个脉冲电机转轴步进一个步距角增量。电机总的回转角与输入脉冲数成正比例,相应的转速取决于输入脉冲频率。 步进电机是机电一体化产品中关键部件之一,通常被用作定位控制和定速控制。步进电机惯量低、定位精度高、无累积误差、控制简单等特点。广泛应用于机电...[阅读全文]
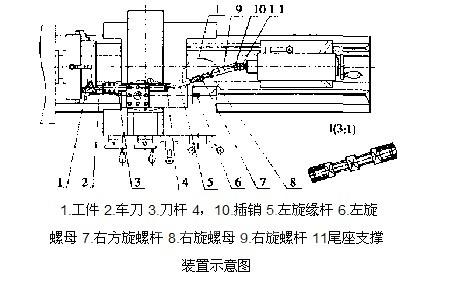
1 工作原理 本装置主要由以下零件组成(见右图)。由左旋螺杆5、左旋螺母6、左右旋螺杆7、右旋螺母8、右旋螺杆9组成的装置,经插销4,10,把刀杆3和尾座支撑11联接起来,利用横向自动进刀,而实现内球面的加工。 2 使用方法 首先装上刀杆3和尾座支撑11(保证刀杆中心线与主轴中心线平行),接着装上装置,调节左右旋螺杆7,使两个插销之间的中心距等...[阅读全文]
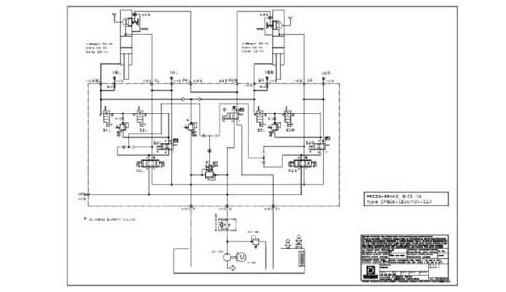
1.1 折弯机的功能和运行过程 数控折弯机主要为上活塞式压机,其主要工作特点是,由两只平行运动的工作液压缸形成垂直向下的压力,以驱动折弯梁上的模具进行折弯工作。其数控式迪普马液压控制系统,主要是控制折弯过程的同步运行和液压缸在机器满负荷工作时在下死点的定位。 上折弯梁的典型折弯工艺运动循环阶段有: (1) 静止状态 折弯机的静止...[阅读全文]
一、 经常保持轴心的光滑,不定时地打油保养。 二、 所有螺栓清洁后都要打油。 三、 查看电机的转动部位是否正常,钻轴转动声音是否正常。 四、 检查时一定要用配套的工具来加固。 五、 观察机器的功能与性质有无变动。 六、 保养材料一般为黄油、机油、蜡。 转载 机床[阅读全文]