薄膜复合的TiAIN PVD涂层与超细颗粒含有高钴量的强韧性底材结合拉米结构涂层,与基体结合更加紧密,韧性和硬度同步优化刀片表面极具光滑,大幅降低排削时的摩擦力道,使屑片移除更流畅。耐磨性与耐热性提高,降低积屑瘤发生,切削稳定性更好。刃口锋利,断屑轻快。作为精搪加工深度3.5*D以上深孔加工首选材质。比金属陶瓷材质更韧,韧性考量时的首选泛用与P,M,K,H等被加工工件材质粗搪加工用于合金钢,不锈钢,铸铁,高温合金等难切削材的加工。具有很高的耐磨性和耐边界损伤性。粗搪有抖震,搪孔深度过长时可选用。

刀片特性:1刀片桃形设计,在优越刀片材质上,使切削更进一步提升,刀片周片精密研磨及螺丝孔精准定位,刀片在装夹时不会有很大偏差,加工更为稳定,能更好的控制加工效率,特别是对自动化生产流程。
快速钻头用刀片,刀片刃口为波浪型刃口,在加工时能更好的分散切削阻力,更能起码强制断屑的效果,刃口精密研磨,使刀片更为锋利,更好断屑,可针对P,M,K进行有效切削孔用刀片(包含车床及加工中心上使用):
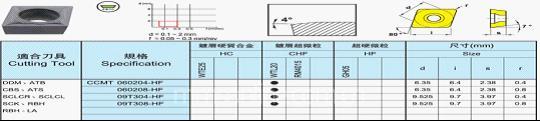
1.孔加工中,刀片搭配-HM、-HF两种高仰角断屑槽,C型刀片在连续或断续搪孔加工中,能发挥刀片材质的优越性能,WTE25主要加工材质为P、M,WTL20除可以加工P、M外,正好可以补足WTE25不可加工铸铁的空白,使孔加工趋近完美,可囊括S、H材质的加工加工案例上海真空泵厂客户机床为BT40台湾建荣设备加工铸铁D28孔L45原使用钻头为麻花钻加工效率S=600,F=50加工效率太慢通过介绍我们快钻优势与试刀使用快钻为C32-SD28-56刀片为WCMX050308R-PG-WLT20干式切削加工参数为S=1400,F=140加工效果良好没有震刀现象并且加工尺寸稳定通过试刀后客户从经销商那里购买了试刀产品。
2.-HM断屑槽在针对一般粗搪加工中,有良好效果,针对需待精搪加工的孔,得到最稳定的尺寸,在精搪加工中,使精搪刀片,得到更一致的磨耗。
3.-HF断屑槽,属于细切削断屑槽应用于WTL20材质上,刀片吃深并不是很大,对孔的精度要求不是很高的情况下,-HF断屑槽甚至可以达到精搪的效果。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

