京瓷和三菱材料投放刀头可换式刀片新产品,提高加工效率并延长寿命
在“第26届日本国际机械展(JIMTOF2012)”(2012年11月1~6日,东京有明国际会展中心)上,机床新技术及新产品纷纷亮相,在直接承担加工任务的刀头可换式刀片方面,京瓷及三菱材料发布了新一代产品。目标是提高加工效率,使刀片实现长寿命。
京瓷展示的是精加工用的“PP Breaker”,以及在加工中期使用的半精加工用的“PQ Breaker”(图1)。均设想用于汽车部件及工业用机械部件等领域的钢材加工用途。“对原来的钢用刀头可换式刀片进行了全面改进,不仅可替换京瓷的以往产品,而且还以取代其他公司的产品为目标”(京瓷)。

图1:提高了加工效率的京瓷的刀片
左侧为半精加工用的“PQ Braker”,右侧为精加工用的“PP Braker”。用于钢材加工用途。
精加工用产品和半精加工用产品分别为排出切屑优化了刀片表面上的凹凸形状,即便以大推送量进行加工,也可高效排出切屑。这样一来还可满足以往刀片难以满足的加工条件,提高加工效率。
推送量与以往产品相比可增加至1.2~1.5倍。具体而言,精加工用刀片在约1mm的切入量下每转可达到约0.3mm的推送量,半精加工用刀片在不到2mm的切入量下每转可达到约0.4mm的推送量。价格均为630~1320日元(含税)。
寿命延长至2倍以上
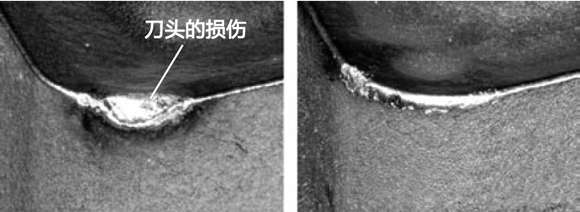
图2:将寿命延长至2倍以上的三菱材料的刀片
内径精加工后的刀片状态。左为以往产品5次加工后。右为新产品10次加工后。在切削速度为145m/分钟、每转进给0.13mm的条件下,对不锈铸钢(SCS13)的内径进行精加工。
而三菱材料则展出了用于不锈钢车削加工用途的刀头可换式刀片“MC7015/MC7025”。特点是:通过开发新型超硬合金母材等,延长了刀片寿命。
新产品利用CVD(化学气相沉积法)在新开发的超硬合金母材上涂布了氧化铝(Al2O3)薄膜。母材与以往产品相比抗崩刃性更为出色,因此刀尖不易缺损。另外,还改进了刀片表面形状,不易产生毛刺。这样做是因为产生毛刺后刀头会承受大负荷,从而缩短刀片寿命。
通过上述措施,新产品与三菱材料的以往产品相比,寿命延长了2倍以上。据三菱材料介绍,在切削速度为145m/分钟、每转进给0.13mm的条件下,对不锈铸钢(SCS13)的内径进行精加工时,该公司以往产品在5次加工后刀片损伤开始明显,而新产品即使在10次加工后也没有大的损伤(图2)。新产品由三菱材料工具(总部:东京)于2012年12月上市。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


