DIJET(黛杰):航空航天结构材料的高效稳定加工
(一) 引言
随着航空航天器的大起飞重量,长续航距离的要求不断提高,其构件结构材料的高强度低比重化要求越发加强,超耐磨,耐高温材料在其构件中的使用已相当普及,同时CFRP、KFRP(纤维强化塑料)、MMC(金属基复合材料)等高机能新型材料的运用也日益广泛。而以上这些最新材料的切削加工也是最困扰制造现场的一大难题。
本文针对航空航天行业最主要的耐热合金、钛合金、最新高比强,超难加工轻质材料CFRP以及轻质材料铝镁合金的最新加工刀具及其技术进行阐述。
(二)航空航天器主要构件材料以及加工问题
最新航空航天器主要构造材料为耐热合金、钛合金、复合材料及铝合金。
耐热合金材料是航空航天器动力构件的重要组成部分。随着发动机推力不断提高,其内部燃烧温度也随之上升,材料的耐温能力也越来越高。而这些材料在切削加工中,由于材料的高温强度和切削温度均极高,不断导致刀具使用寿命短,而且加工效率非常低。高效稳定地切削耐热合金是一个亟待解决的难题。
钛合金具有高强度、高断裂韧性以及良好的抗腐蚀性,其用于机身结构件的比例日益增大。由于钛合金的热传导率很低,在加工中所产生的热量不能有效扩散,短时间内造成切削温度急剧上升,加快刀具磨损。同时由于钛合金的强度高而弹性模量较低,在切削时产生的切削力较大,因此在切削力作用下构件容易产生变形,构件的加工精度难以保证。
复合材料是由两种或者多种材料复合而成的多相材料,其具有密度低,强度高,抗疲劳性和减震性非常优异等性能,一般多用于受力部件如机翼、以及飞行器结构框架件上。复合材料由于材料易分层、表面剥离、起毛刺以及树脂纤维崩缺的问题,尤其是在机翼,结构架的连接处的孔加工,其质量直接影响整块构件的可靠性,并且由于加工量较大对刀具的耐磨性提出了相当苛刻的要求。
铝合金因具有优异的高比强性能,在航天航空产业中运用最为广泛。但为了确保材料本身的可靠性。大部分铝合金零件是由整块铝合金锻材或锭材铣削,钻削而成,普通铣削,钻削耗时长,且需要准备大量的刀具来满足尺寸和形状的需要,因此铝合金加工用刀具的集约化和高效化是现代铝合金加工必然要面对的一个课题。
(三)耐热合金高效稳定加工
耐热合金一般分为铁基,䤼基和钴基三大类,其中在航空航天产业运用最广泛的为?基合金,本文就以最具代表性的镍基合金INCONEL718作为对象进行论述。
耐热合金加工中的主要问题点:
1. 由于材料的热传导率低,导热性很差,在高温状态下仍保持极高的拉伸和剪断强度,以致刀具刃口很难切入材料,无法进行正常的切削。
2.在切削温度超过600°时,其表面容易形成加工硬化层从而导致刃口边界磨损加快,短时间内造成刃口崩缺。
针对以上加工特点,其切削刀具必须具有如下要素和性能:
1) 必须具有足够的刚性和强度,同时刃口必须保持最大的锋利度以保证稳定有效的切入。
2)必须具有最大限度降低切削阻力的几何形状,以杜绝颤振的发生。
3)刃口必须保持足够的红硬性和化学稳定性,以提高刀具的使用寿命。

图1为在各方面满足了上述要求的最新概念铣刀QM系列产品(黛杰)。
QM系列产品采用了达刃径75%-80%的超大芯厚设计,同时采用具有极优耐热性能的强韧特殊钢加上表面硬度高达HRC65以上GN处理刀体材质,极大地提高了刀体的抗热变形能力,高刚性且同时具有极强的振动减衰性能,可使其刀片使用寿命至少提高30%以上。
该系列刀具刀体采用了轴向+8°大前角设计,在制作可能的前提下采用尽可能多刃且不等分构造,切削阻力低且极大程度地抑制了颤振的发生。
QM系列另一个最重要的特点如图1(c)所示,其高效切削部的主偏角仅为12°,此形状使其切削厚度只有90°形状的20%,45°形状的30%,因此,不仅极大地降低了切削阻力,而且也保证了在大进给高效加工中切削阻力不会发生太大变化,保证切削过程的平稳顺畅。同时此形状亦使切削力的分力主要作用于刀具轴向,径向分力很小,不但保证了加工精度也大幅度降低了刀具发生颤振的风险。
图2为QM迷尔在加工耐热合金时的性能。刀片采用基体材质为粒度1~2um、MS值78%以下、Co强化固溶处理的超强韧硬质合金,辅之以高硬度超耐磨DZ涂层JC5118。由图中可以看到,传统产品在加工2.4分钟后后刀面磨损已达到寿命界限VBmax 0.3mm,且刃口出现了崩缺,而QM迷尔在加工25分钟之后,切削刃口保持完好无崩缺,后刀面磨损量也比传统产品小。因此,在加工耐热合金中,QM迷尔不但可以稳定顺畅地进行切削,而且其刀具耐用度亦较传统刀具提高10倍以上。
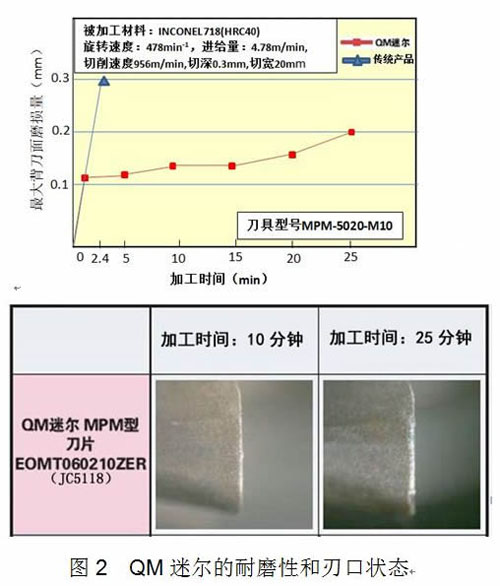
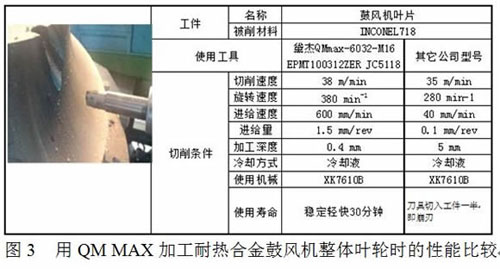
图3为以黛杰QM MAX可换式模头与现用刀具的性能比较。现用所有刀具试用的结果最长只能加工0.5分钟,而QM MAX充分发挥了小切深大进给的特长,加之刀片采用2段正前角断屑槽强力刃尖设计,保证了刃口锋利度的同时也能够及时的排屑,不仅是加工效率提高了20%,更重要的是可以稳定地加工30分钟,刀具耐用度提高了60倍。
(四)钛合金的高效率高精度加工
钛合金根据其结晶构造分为α,β和α+β相合金3种,各种合金的加工性能趋势相近而刀具寿命相差较大。本文以运用最广的α+β相合金Ti-6Al-4V(TC4)为论述对象。
钛合金在切削加工中主要面临的问题有:
1.钛合金的热传导率很低,切削加工中很难通过切屑和工件把切削热带走,切削热的大部分(约75%)均堆积在刀具刃口。
2.钛合金的化学活性较强,在高温环境下极易促使刀具材料表面发生扩散和粘结,形成粘连损耗。同时使用钛含量高的刀具材质将会导致钛合金表面产生隐性裂纹,造成构件的疲劳强度大幅降低,因此针对航空航天行业产品加工的刀具材料选择的局限性很大。
3.切削剪切角大,切削变形小而薄,加之剪切变形区域窄,导致切削力的压强很大,容易产生刃口崩缺。
4.在航空航天行业中,钛合金大部分运用于薄壁件,由于切削时的切削力较大,因此在切削力作用下构件容易产生变形,构件的加工精度难以保证。
因此加工钛合金的刀具必须具有的要素和性能在原则上与上述的耐热合金刀具基本相同,但必须更侧重于:
·刀具高刚性,刃口高强度的同时,刃口必须有极高的锋利度。
·必须采用低钛甚至无钛的合金基体和涂层材质。
·必须有充分的容屑空间和很强的排屑能力。
·抑振能力超群的同时,必须保证造成变形方向的切削力很小。
针对以上的要求,作为粗加工刀具图1所示的QM系列产品(黛杰)完全可以满足。下面主要针对钛合金精加工刀具进行论述。
图4是黛杰针对加工钛合金而开发的精加工刀具S-Head可换头端铣刀系列产品。刀具材料采用颗粒度为1 um细颗粒无钛整体硬质合金基体加低钛高硬度涂层JC8000,硬度高到Hv3500的同时,氧化开始温度高达1300℃,同时具有耐磨和耐化学反应的双重优点。75%D的大芯厚、螺旋前刀面结构做到了刚性和锋利度的两立。45°大螺旋角带断屑槽螺旋沟槽保证了排屑性能和变形力的完美平衡。刃尖圆角设计和端面大斜楔(gash pocket)有效地提高刃口强度的同时,极大限度地提高了容屑空间,防止因啃屑,挤屑产生刃口的崩缺和加工精度的变化。带内冷设计更进一步有利冷却和排屑效果的发挥,降低切削温度,延长刀具的使用寿命。另外可换头的紧固部分采用磨制螺纹的专利技术,不但是保证了刀具全体的高刚性和高精度(组合安装后刃口跳动小于0.015mm),而且由于整体硬质合金基体的耐磨性非常高,其重复定位精度可保证在0.01mm以内。
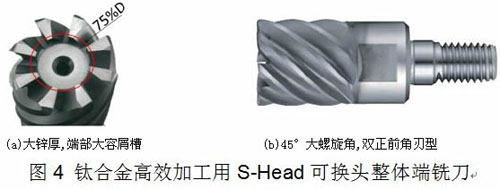
图5为S-Head可换头端铣刀与其他公司同类产品在加工薄壁筒形钛合金零件时的切削性能比较。其他公司的同类产品切削进给最快的达到600mm/min时发生颤振而无法继续加工,但S-Head可换头采用1,000mm/min进行加工仍毫无振动,加工效率提高60%以上。40mm深的筒壁内外面仅用了40秒即加工完毕,表面光洁度达到Ra0.8以内。

(五)复合材料的高效高质加工
复合材料(FRP/MMC)由高硬度超细纤维或高硬颗粒添加进基体材料进行强化而成。最具有代表性的是CFRP(碳纤维强化环氧树脂)。在其切削加工中,虽然切削温度不高,但由于碳纤维强度、硬度高且直径在1um以下,所以对刀具刃口的磨料磨损作用极强,硬质合金材质在很短的时间内即造成刃口磨钝,从而导致如图6所示的加工孔部分层,材料表面剥离,孔进出口处起毛刺以及树脂和纤维的崩缺等问题。同时由于刃口磨钝造成切削区域温度上升而大多数加工中又禁止使用冷却液,于是导致树脂发生软化,更进一步加剧分层和劈裂的产生。因此CFRP的加工所用刀具材料必须采用超耐磨(高硬度)、超传热(高热传导率)的材料,即硬度3倍,热传导率17倍于硬质合金、自然界中硬度最高的金刚石材质是最适合的。
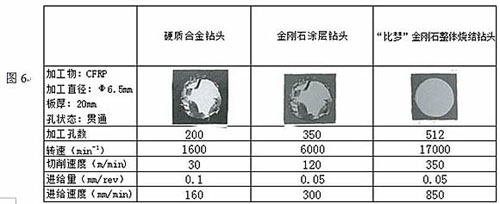
现在实用的金刚石刀具材质分为金刚石涂层和聚晶金刚石(PCD)两种,金刚石涂层由于涂层本身的性能以及与基体的付着力等原因,如图6所示,仍无法满足现场的高质量加工需求。因此要做到稳定高效高质地加工FRP材料,只有使用聚晶金刚石(PCD)。
传统的PCD刀具是将PCD板片用线切割切成小片之后焊接在刀体刃口部分而成。针对航空航天行业中CFRP材料加工最多的孔加工而言,其尺寸在Φ6以下,传统的PCD焊接刀具由于焊接接合面积尺寸过小容易导致在加工中PCD片脱落,以及重磨将使其刃口几何形状发生改变,造成加工质量和刀具寿命极大波动,无法进行稳定的加工。
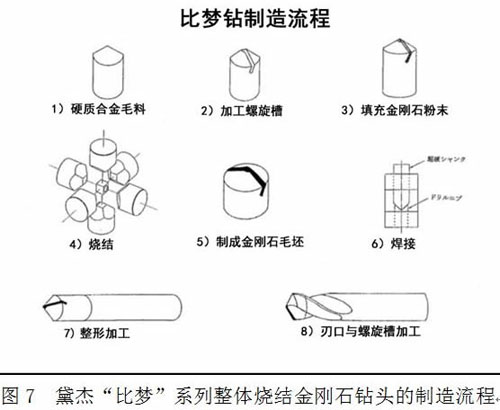
图7为黛杰公司在2000年研发的“比梦”系列整体烧结金刚石(PCD)钻头的制作流程。“比梦”系列作为当今世界上最先进的刀具在其制造工艺和过程中,均有非常独到和新奇之处。采用特殊硬质合金基体材质,在其圆棒毛坯上将作为刃口的部分切出30°螺旋凹槽,填充人造金刚石粉末后采用特殊工艺进行烧结,使硬质合金基体中的Co渗透进金刚石粉末部分充当粘结剂,形成硬质合金基体与聚晶金刚石(PCD)的整体交融。此种制造方式即使直径小至0.4mm亦可有效防止金刚石刃部在加工中脱落,而且刃口可根据需要制作成不同的螺旋形状,因此重磨后的刃口几何形状均不会发生改变。
“比梦”系列钻头加工CFRP时的表面质量和性能如图6所示。从图中可以明显地看到“比梦”钻完全没有出现毛刺和分层,从加工孔的形状和完整性来看,其优异性能也是硬质合金钻头和金刚石涂层钻头所无法比拟的。
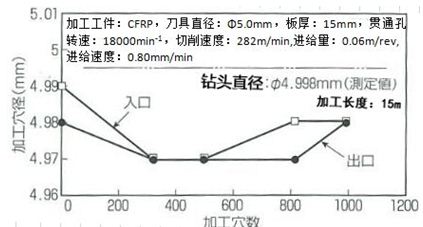
图8为用φ5“比梦”钻加工CFRP时的精度测试结果。从图中可以看到从第一个孔开始,直至加工了1,000孔之后,相对钻头的实际尺寸,15mm深的加工孔的入口和出口直径尺寸偏差均在0.02mm以内,完全可以满足飞行器铆钉孔偏差0.080mm以内的要求,而且加工至1,000个孔时,孔进出口部分毛刺,分层,崩缺等现象均未发生。另外,现阶段的涂层设备对于其层厚的控制较难导致金刚石涂层钻头的外径公差很难达到精确的要求,而“比梦”钻为精磨外周刃,外径公差为0/-0.012mm,其精度和稳定性远远高于金刚石涂层钻头。
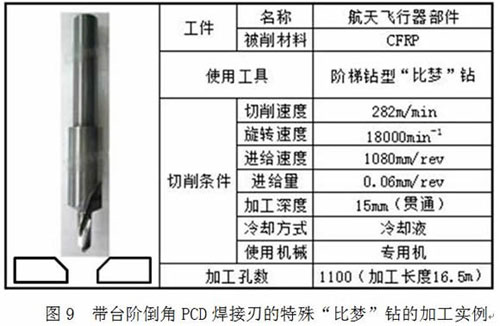
图9是飞机机体构件链接孔加工的实例。为了在钻孔的同时将入口处的倒角亦加工完,采用了“比梦”+PCD倒角刃的构造。本案例中刀具寿命以孔出口分层来判断。使用的结果,加工至1,100个孔,不仅是孔出口处,而且孔入口和倒角部分亦均未发现毛刺和劈裂。此刀具磨损达到寿命后,同时对前端刃和倒角刃进行重磨的话仍可以保持与新刀具几乎一样的性能。
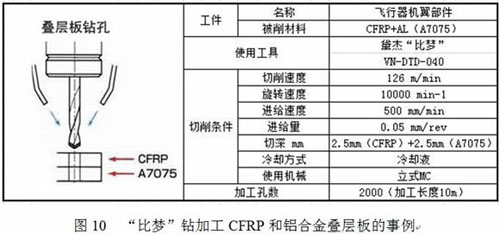
图10是加工机翼构件中CFRP与A7075铝合金叠层板的加工实例。在“比梦”问世之前所使用PCD焊接钻头,由于强度不足经常突发崩刃,根本无法进行稳定的加工,并且以铝合金出口出现毛刺作为判断基准时最多也只能加工1,000个孔。“比梦”钻由于具有30°螺旋角,锋利的金刚石刃口有效地抑制了毛刺的产生,耐用度长达2,000个孔以上,而且其整体烧结金刚石刃口强度超群,不仅防止了崩刃,而且保证了可进行真正意义上的重磨。也正是由于长寿命、可重磨,所以使用“比梦”钻的加工成本可削减至焊接金刚石钻头的1/3以下。
“比梦”系列是极具前瞻性和梦想的产品,包括针对GFRP、KFRP以及金属基复合材料(MMC)等各种新型非金属材料、有色金属、石英、硬质合金、陶瓷等各种超难加工材料均已经得到广泛的运用并已扩展了端铣刀,球头铣刀,镗刀等系列产品。
(六)高效高速加工铝合金
铝合金具有优异的高比强性能,不仅是作为飞行器的构造材料而且在民生行业的运用也非常广泛。为了防止偏析,夹砂等对飞行器构件强度产生不利影响,往往都是从很大的锻件或铸件通过大量的铣削和钻削加工至最终所需形状。为提高加工效率,在铣削加工中不仅要求刀具具有足够的耐磨性能来承受高速加工,而且针对不同加工形状最好能够同时具有侧铣,沟槽铣,斜向切入及钻铣等多项功能以减少停机换刀辅助时间。同时也可减少常备刀具的种类,降低刀具库存压力和生产制造成本。另外孔加工与铣削加工具有同样的特性,每种孔径均必须常备其相应的尺寸钻头,台阶孔还必须准备非标特殊规格,有资料统计在航空航天行业所用刀具中钻削刀具所占比例高达30%以上。因此,具有高耐磨性,可满足各种形状尺寸需求的多功能刀具,是解决频繁换刀造成耗时过长、效率低下造成生产成本过高以及库存种类过多的极好手段。
图11是专门针对铝镁合金高速高效加工开发的获得2008年度日本硬质合金协会技术功勋奖产品AL-OCHE型“万砍”旋钻铣刀。“万砍”即该刀具针对任何加工要求均可迎刃而解之意。其外形类似整体合金端铣刀,但是无论是各种形式和各种形状的铣削加工要求,还是在封闭空间内切削的孔加工,由于独特的大螺旋沟槽设计使其仍具有良好的排屑功能。另外,采用耐磨性和耐崩缺性两者皆优的细颗粒低Co硬质合金作为基体,在刀具磨削成形,刃部抛光后表面涂上具有更高硬度(>HV4,000)和良好润滑性的JC20015类金刚石(DLC)涂层,同时带有螺旋内冷孔构造,不但保证了高速高效率长寿命加工,而且在各种深槽和窄槽的铣削,深孔钻削以及台阶扩孔加工中解除了排屑的烦恼。
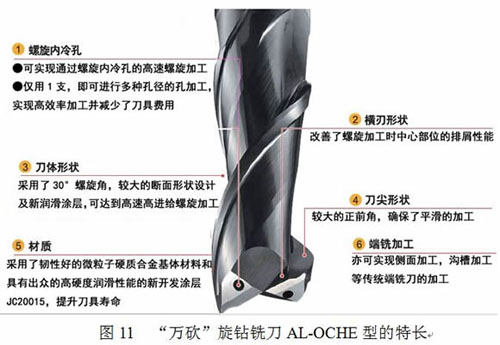
图12是加工φ10,φ12.5和φ15三种直径深度为30mm通孔时,常规的钻削加工与“万砍”旋钻铣孔的效率比较。常规方法针对各自的直径采用各自的钻头加工,加上其中的停机换刀时间3个孔共用时18.9秒,而采用“万砍”旋钻铣孔的方法,由于节省了停机换刀时间,只用10.4秒即将3孔加工完毕。不仅是节省了加工时间,而且用1支小直径的φ8的“万砍”旋钻铣刀代替了3支φ10以上大直径的钻头,大大地节省了购买成本和库存种类。
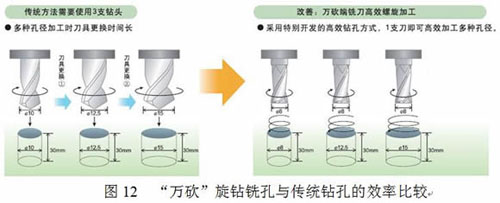
图13是用“万砍”旋钻铣刀AL-OCHES2160(φ16)在实心铝合金上加工φ63沉头孔(深33mm)和φ45通孔(深100mm)的台阶孔时的实例。加工工序是先加工φ31的贯通底孔,然后再螺旋扩孔至φ45贯通,最后采用螺旋加工沉头孔至67mm,全过程耗时仅只需135秒。特别是加工φ31的通孔时,所消耗最大功率仅为3.03KW,一般的小型设备均可以承受。因此,“万砍”旋钻铣刀不仅是解决了制作非标特殊台阶钻的成本和制造周期的难题,而且可以大大地降低对加工设备的苛刻要求。
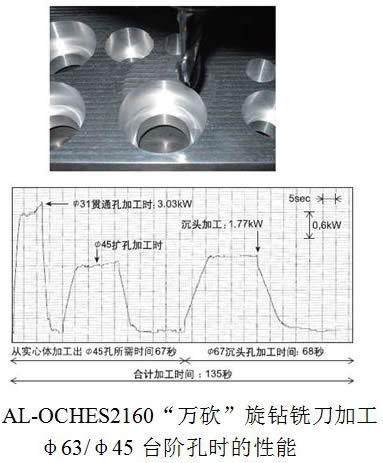
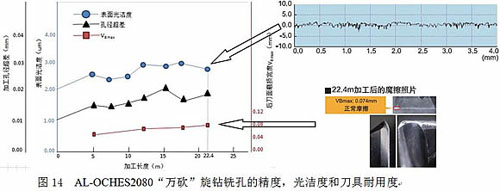
图14是用“万砍”旋钻铣刀AL-OCHES2080(φ8)在实心硅铝合金(ZL104)零件上加工直径φ10,深度30mm的通孔时的测试结果。从图中可以看到,从开始加工直至750个孔之后孔径的超差均稳定地保持在0.02mm之内,精度甚至超过了挤光钻铰刀,同时表面光洁度亦达到Ra0.8以内,大大地优于普通精加工Ra1.6的要求。另外,加工孔深总长达22.4m时后刀面磨损宽度VBmax仅为0.074mm,不到传统端铣刀和钻头的1/10,并且在每公转轴向切深达4.65mm的高进给加工中,完全没有发生切屑的黏附和挤堵,实现了高效高精度的稳定加工。
结言
本文主要阐述了现代航天航空行业主要构件构造材料的性能及其加工中的问题和解决方法。归纳起来可得到如下结论:。
耐热合金:由于红硬性好,强度高以及导热性差,加之容易产生加工硬化,在切削加工中,必须采用高刚性,低阻力,强抑振,超耐磨的刀具,如黛杰QM系列铣刀,方能保证高效率,低成本,平稳放心地有效加工。
钛合金:在切削加工中由于热传导率很低,化学活性高易造成造成高切削温度,导致扩散和粘结损耗,同时由于弹性模量小而材料强度高,造成切削力对加工精度的影响非常大。因此必须采用像黛杰QM MAX,S-Head系列铣刀一样的刃口锋利,容屑排屑能强,径向力小且具有强抑振功能的刀具,同时采用与钛合金亲和力很低的刀具材质方能进行高质高量的加工。
复合材料:由于材料易产生分层、表面剥离、起毛刺以及树脂纤维崩缺,所以刀具必须采用聚晶金刚石(PCD)材质。黛杰整体烧结金刚石“比梦”系列刀具。解决了焊接式产品的技术局限性,使理论上所论述的高转速、高效率加工成为了可能,同时由于不存在PCD脱焊风险,重磨之后刃口几何形状也不会发生变化,是高质高量长寿命稳定加工复合材料FRP/MMC的首选。
铝合金:普通铣削和钻削加工中不但需要大量的刀具来满足形状尺寸需求,而且频繁换刀等易造成耗时过长效率低下。所以采用诸如黛杰AL-OCHE型多功能“万砍”旋钻铣刀,一把刀就可完成各种铣削以及各种孔径和形状的孔加工,对于集约尺寸减少刀具库存,提高效率降低成本具有相当积极的意义。
由于本文的篇幅有限,论述内容中的部分详细理论依据在此予以省略,主要是以实际加工事例对航空航天飞行器用构造材料的高效高质高稳定性加工中刀具和机床设备的选择以及加工条件的设定进行了分析和总结,其思路对于生产制造现场解决实际难题给出了方向性的指导。
DIJET (黛杰)工业株式会社 中国上海代表处
Tel:+86-21-50581698 +86-21-68670081 Fax:+86-21-50581699
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
