山高刀具引领复合材料的跨领域应用
复合材料是由两种不同材料结合在一起,形成一种新材料,特性超过原本的两种基体材料。早在古埃及时代,人类便用泥巴和麦秆结合形成最早的“复合材料”,强度超过泥巴和麦秆本身。
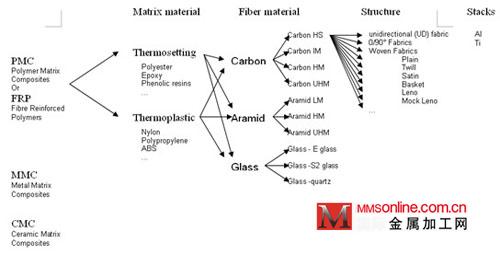
现代常见复合材料根据基体材料不同分为塑料基复合材料(本文仅限讨论塑料基复合材料),金属基复合材料,陶瓷基复合材料等;塑料基复合材料又根据糅合入基体类的不同材料,分为碳纤维,玻璃纤维(俗称玻璃钢),芳纶等材料。更有多种不同材料叠加,如碳纤维+铝合金,碳纤维+蜂窝材料,玻璃纤维+钛合金等材料。
复合材料可以根据强度设计要求,设计不同的纤维编织方向,选择单方向提高材料强度,分为平织,斜纹织,缎纹织等各种纤维铺设方向方法。同时,塑料基复合材料,又可以根据基体分为热塑性复合材料和热固性复合材料;热塑性材料会在高温下融化为液体,并且在低于融化温度后变为固体。这个过程可以被不断重复,类似小的方冰块。热固性材料特性不同。足够的热量会产生化学反应,称为“交联”,材料会永远变形。热固即为,随热而固。交联后,热固材料不会融化。过高温度,热固材料会烧焦,物理特性会降低。
复合材料与金属相比,具有以下特点:
• 减少重量;
• 减少零部件数量,更高强度和刚性;
• 更好耐冲击性,更好耐疲劳性,更好隔热和隔音性,更好防振和噪音衰减性,无电流腐蚀性;
• 控制纤维方向,确定材料不同方向特性;
• 生产复杂形状产品。
由于复合材料由两种或者多种材料糅合在一起,而且纤维的铺设方向,分层不同,所以对加工提出了更高的挑战,在加工过程中容易产生以下问题:刀具快速磨损,毛刺过大,材料分层,剩余纤维未切除,加工过热等问题。
复合材料加工与金属加工机理有着本质的不同,金属加工时被加工材料比切削刀具更软,切削过程中被加工材料沿着剪切面形成连续的塑形变形,从而形成连续的,锯齿状的断续的切屑变形。而复合材料加工,本身为一系列脆性破坏过程,切削刃的撞击使得坚硬的纤维粉碎,形成粉末状或者毛刷状的碎屑。

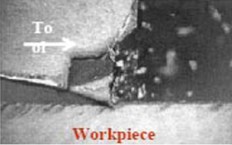
剪切,切屑流经过切削面良好的散热 粉碎,切削刃使基体破碎散热较少
由于复合材料的高耐磨性,刀具通常采用金刚石涂层或者PCD(聚晶金刚石)刀具切削。同时,复合材料加工过程中,需要锋利的切削刃,将纤维切除。金刚石涂层可以显著提高刀具寿命,但是金刚石涂层在涂层前需要刃口处理,方便涂层附着,同时金刚石涂层本身有一定厚度,所以会造成金刚石涂层刀具较不锋利,通常刃口圆角约为20um。PCD刀具直接刃磨而成刃口,所以可以比较锋利,通常刃口圆角约为10um。
两种刀具的选择通常根据客户生产规模来定,如果是小批量,多品种产品加工,可以采用金刚石涂层刀具;如果是大批量定型产品,追求效率,可以采用PCD刀具。加工常见碳纤维复合材料,金刚石涂层刀具铣削线速度约为200-400m/min,而PCD刀具铣削线速度可以达到400-800m/min。
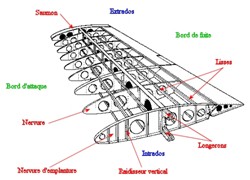
复合材料广泛应用于航空航天,能源(风电叶片),汽车,运动器材,医疗,游艇等行业,主要目的为材料的高强度和低密度。如常见的碳纤维,强度接近高强度钢,而密度为2.4g/cm3,比铝合金密度还低;芳纶材料密度更低至1.3-1.4g/cm3。
山高刀具提供完整的加工复合材料铣刀和钻头,分为两个系列,金刚石涂层和PCD铣刀,全部为标准产品推向市场。

金刚石涂层铣刀工分为5种:
• 小螺旋角铣刀:减小轴向切削力,减少毛刺,可以应用于所有塑料基复合材料,并可以很好加工高含硅铝合金;
• 小螺旋角球头铣刀:主要用于加工材料成形,如航空起落架型面加工;
• 左旋右旋铣刀:将材料至于螺旋角交叉处,完全抵消加工过程中的轴向切削力,从而实现最好的加工表面质量,主要用于军工行业;
• 菠萝铣刀:采用更多的左旋齿,将材料下压,提供工装刚性,获得较好表面质量,主要用于加工碳纤维复合材料;
• 蜂窝材料专用铣刀:锯齿状切削刃设计,锋利刃口,轻快切除,防止压倒蜂窝,主要用于加工,纸蜂窝板,铝蜂窝板和钛合金蜂窝板。
PCD铣刀分为3种:
• 0度刃倾角PCD铣刀:适用于绝大多少应用的各种复合材料(包括塑料基复合材料,金属基复合材料和陶瓷基复合材料);
• 正3度刃倾角PCD铣刀:加工过程中将材料下压,从而得到最好的上表面表面质量;
• 负3度刃倾角PCD铣刀:加工过程中将材料上推,从而得到最好的上表面表面质量。
金刚石涂层钻头分为2种:
• C1钻尖设计:由两个顶点角形成,减小轴向切削力,防止分层,用于加工出口为复合材料的材料;
• C2钻尖设计:由180度平面顶点角和小钻尖形成,较好的断屑和排屑设计,保证孔的质量。适用于加工出口为金属材料的叠加复合材料,如碳纤维+铝合金等材料。
PCD钻头为复合钻尖设计,可以加工复合材料出口材料,也可以加工金属材料出口材料,也可以实现加工芳纶孔,最好的孔面质量。
山高刀具也可以根据客户要求,专门定制各种加工复合材料的刀具。下面为一些加工航空航天工件的案例:


1. 客户:俄罗斯RUSAVIAINTER
材料:碳纤维
山高刀具: JC840左旋右旋铣刀
轮廓铣削:ae=5 mm
Ap=工件厚度8mm
2. 空中客车公司(法国)
材料:碳纤维
机床:Jobs Jomach 159
山高刀具:标准PCD钻头X31,直径6.35 mm
线速度:Vc=180 m/min
进给: 850 mm/min
切削毛刺较小,刀具寿命达到60分钟以上
(苏国江)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


