株洲钻石CIMES2012展品预览(展位号:E4-A601)
第十一届中国国际机床工具展览会即将于2012年6月12日在北京新国际博览中心拉开序幕。株洲钻石将盛装亮相本次本次展会,并带来了系列新产品和行业应用情况。为了让更多的行业用户在第一时间看到株洲钻石参展资讯,国际金属加工网记者为大家编辑整理了株洲钻石CIMES展品预览,方便用户提前一睹为快。更多精彩亮点,敬请莅临株洲钻石CIMES展台,展位号:E4-A601
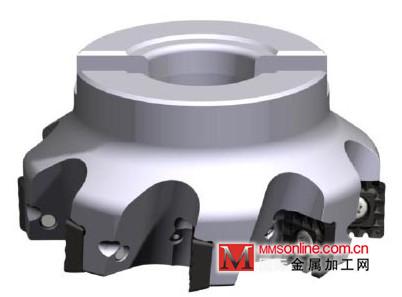
高速铣削加工铝合金刀盘—FMA09、EMP07系列

高速铣削加工铝合金刀盘—FMA09、EMP07系列
高的强度和轻的质量;精度高,端跳可调至0.01mm以下;动平衡精度可达G4.2以下;采用防飞结构;刀盘容屑空间大;采用新的内冷结构,装卸方便;铝刀盘系列主偏角采用45°和90°两种结构。
1588SL系列钻削刀具的开发让深孔钻削不再难

1588SL系列钻削刀具
优化的槽型结构
优化的槽型结构以及后处理工艺,兼顾了刀具的刚性及容屑性能,排屑性能更加优异;
独特的切削刃及钻尖设计
独特的切削刃及钻尖设计,刀具切削更稳定,断屑性能优越;
以不同的切削速度以及进给量加工,均可实现优良的断屑性能!
优良的导向和内冷结构
双导向刃带,导向更可靠,刚性更高
稳定的加工精度
140度顶角降低了钻孔初始阶段的进给力,定心性好,孔加工表面质量高,加工精度高;
先进的涂层工艺
纳米结构的TiAlN涂层,卓越的耐磨和耐高温性能,刀具寿命更长;
1588SL系列钻头适用范围广泛,能实现对P类(钢)、M类(不锈钢)、K类(铸铁)及N类(铝合金)等多种材料的高效加工。
AZGT方肩台阶铣刀----EMP11/12系列

AZGT方肩台阶铣刀----EMP11/12系列
独特的主切削刃曲线设计,在方肩铣削时达到真正的90°台阶;切削刃经过磨削,精度更高;大前角设计,切削更轻快,减小了加工振动,台阶面加工几乎无接刀痕迹;刀尖圆弧规格齐全,从R0.4-R6.4范围,选择更广泛;刀体采用耐热合金钢制造,表面特殊处理,提高了刀体耐腐蚀性能。
方肩台阶铣刀用途最为广泛的一种铣刀,其加工形式如下:
EMP11/12系列铣刀,可用于铸铁、钢材、铝合金等材料加工,刀片带90度弧线补偿,立铣效果优良,广泛应用于各种行业的粗、半精加工。
FMP05系列分屑齿铣刀盘
FMP05系列分屑齿铣刀盘
高效率粗加工刀具,推荐用于加工延展率较大的P类软钢、M类、N类材料(刀片牌号YBM253)
刀片带有分屑槽设计,切屑碎,排屑能力强,排屑能力是普通刀具的2~3倍
高效加工,大切深,满刃切深时可达到13mm;小切深时最大进给能够达到0.65mm/z
对机床主轴功率要求较高
刀具主页用于重工行业,如风电、核电、汽轮机、船舶等行业的重力面铣粗加工,尤其适用于大功率落地镗铣床、龙门铣粗加工。
不锈钢车削新牌号YBM153
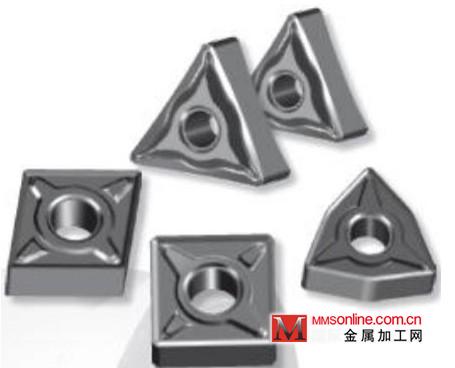
不锈钢车削新牌号YBM153
CVD涂层,采用先进的超细涂层工艺,大幅度提高了刀片的耐磨性能;特殊的过渡层处理技术,多层涂层之间结合更牢固;涂层表面异常光滑,优异的减摩性能,减少积屑瘤的发生;添加耐高温组元,刀片具有超强的抗塑形变形能力及更高的红硬性;独特的制备工艺,基体高温韧性和耐磨性获得提升。YBM153适合于对表面质量要求较高、切削效率要求较高、切削工况较稳定的不锈钢高速半精、精车削加工市场。
通用铣削新牌号YBC302
CVD黑金刚涂层技术搭配韧性和耐磨性能兼备的双晶粒结构的基体,适合HRC45以下P类(P20-P35)材料的铣削,具有较强的通用性能。与我公司现有P类铣削牌号相比,在被工件表面质量和刀片综合寿命上具有优势;基本可以覆盖原有YBC301、YBM251及部分YBM351的应用范围,并在硬度较高的材料加工时性能提升30%以上。
不推荐加工M、K类材料。推荐加工P材料加工;推荐在模具行业、通用零件加工行业中使用,适合于粗、精混合加工,轻载粗加工的工况。适用于铣削面积较大、工件硬度高的场合。
更多产品和应用请关注株洲钻石CIMES展位:E4-A601。龙行天下,钻石先锋。
(国际金属加工网:吕梦然)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


