Walter:使用XTRA.TEC进行铁路道岔加工
轨道钢材的铣削是一项真正的挑战,而德国特里尔Vossloh Laeis公司的专业人员却能利用Walter铣刀和钻头轻松应对。
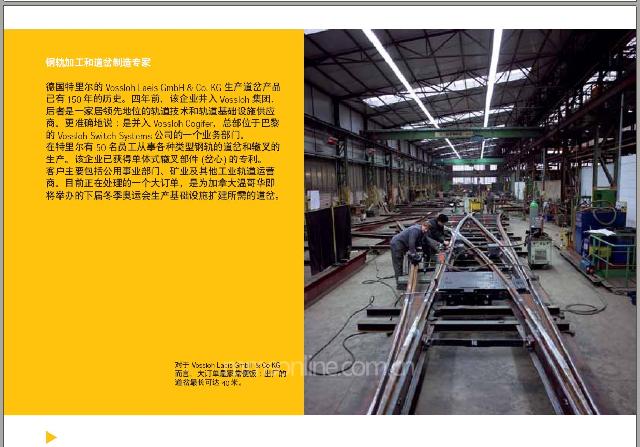
一说到火车、有轨电车或地铁的道岔,人们一般不会立即联想到铣床铣加工,因为无论是弯曲的还是笔直的轨道构件都直接来自于轧钢厂。而业内所谓尖轨和岔心等部件则都是从坯件铣削而成的。尖轨用于调节道岔,岔心则是辙叉的中间部件。德国特里尔的Vossloh Laeis公司是生产这类部件的专业厂家。公司在单体式结构的岔心和辙叉加工方面拥有一项专利,其优点在于无需螺栓连接。
为了让读者能够在讨论中跟上道岔专家们的思路,有必要对其他一些概念进行解释。钢轨分为平底钢轨和有槽钢轨。火车使用的事平底钢轨,而有轨电车和众多工业轨道交通则使用有槽钢轨。由于轴距及最小圆弧半径不同,因而道岔尺寸差异巨大。平底钢轨道岔长度为30至40米,约为有槽钢轨道岔的三倍。为有槽钢轨道岔则在宽度和斜度方面拥有多种规格。常见的宽度为36、32或23mm,常见的斜度为1:4或1:6。虽然Vossloh Laeis可加工所有类型的钢轨,但主要还是生产有槽钢轨产品,约占总产品的80%。其原因一方面是德国地铁公司加工大部分钢轨,另一方面,城市有轨电车系统重新进入了繁荣期。
从切削加工技术的角度看来,加工材料即轨道钢材有其特殊性。钢轨在日常运行中的负荷高。钢轨制造的目的是尽可能延长产品的使用寿命。因此对于抗拉强度有很高的要求,通常为700至1300N/mm2。处于较低抗拉强度区域的材料为“普通”轨道钢材,其标号为S700、S800、S900等(该数字表示抗拉强度)。通过相对提高碳的含量、轧制过程和必要的调质处理,可以使材料获得获得更好的 抗拉强度。除了普通轨道钢材之外,还有特级钢材,以制造名称命名。在Vossloh集团,这种获得专利的特级钢材叫做“Cogidur”,具有相当高的抗拉强度,达到1300N/mm2.出于成本原因,Cogidur钢轨通常采用焊接式三明治结构,以ST52作为下层结构。

材料成分中的些许偏差,由于轧制而产生的抗拉强度差异(100N/mm2并不少见),根据要求焊上热处理CrNi头部,不同的机床工作台支撑条件—这些情况常令铣刀和钻头难以应对。“有可能第一块坯件很容易加工,而第二件却困难得多,并且无法找到明显的原因”,Vossloh Laeis工作准备部门负责人Stephan Bartzen说道。
鉴于如此变化多端的条件,Vossloh Laeis道岔专家们不得不寄希望于最结实的刀具。在铣刀方面,尤其是精密刀具大多从Walter采购。他们与这一专业硬质合金加工刀具供应商有着20多年的合作历史,今天,使用图宾根所生产的铣刀已占到大约70%的份额。面铣刀和玉米铣刀是最经常用到的种类,此外还有用于开槽的锥形斜铣刀。这种铣刀能够在钢轨槽加工的一个工作步骤中铣出特殊形状。
自从Walter的Xtra·tec系列投放市场以来,这些刀具类型的应用得到了进一步增强,例如面铣刀F4033,它的每一个可转位刀片有八个切削刃。刀片材质主要采用通用型Tiger·tec切削材质WKP35。“该切削材质硬度与韧性兼备,既适用于加工广泛的材料种类,又使用于变化多样的加工条件,其中最典型的就是Vossloh Laeis所遇到的情况”,Walter的技术顾问Josef Alt解释道。
加工过程本身为干式粗加工。公差范围在+/- 0.1 mm。轨道车辆的行车“精度”不可能更高了。Stephan Bartzen解释道:“对于我们的要求而言,我们不需要磨削而成的高精度可转位刀片,因此我们选择具有稳定几何形状的四周烧结刀片。我们需要的是更长的刀具寿命。”例如,如果要铣出长度为10m、深度为40至50mm的开槽,在刀刃断裂时机床操作员必须从圆弧中退出并中断加工。这当然会令人不快。除了Walter铣刀之外,还越来越多地用到带有硬质合金可转位刀片的B40型Xtra·tec钻头。
一般情况下钢轨很少需要钻孔,但是加拿大温哥华的这个大订单则有所不同。刚轨在末端连接鱼尾板,因此需要很多直径为19、26、28.5和30mm的孔。
钻孔位置在轨腰的中间,也就是通常比较软的区域。而在这个项目中,钢轨头部经过淬火处理;硬度直达轨腰区域。“我们平时使用的高速钢钻头大约钻15个孔后就不能再用了”,Stephan Bartzen说,“但是使用Xtra·tec钻头后,我们可以很好地掌控钻孔加工。”这些平底钢轨和道岔将把2010年冬季奥运会的观众送往四面八方。
“多年以前,在只有S800之类的标准轨道钢材料时,加工比较简单且更加容易预见”,Stephan Bartzen总结道,“今天,我们有大量不同的材料,并且抗拉强度很高。几乎每个订单都要提出新的切削技术要求。没有能承受不同加工条件的牢固的万能刀具,根本不行。”
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
