加工机床和加工过程--磨削旧曲轴
位于诺特拉赫市的埃尔温-勇克机床制造有限公司开发出一种新的磨削加工中心,结合了测量技术,能非常经济性地对旧曲轴进行柔性和精密的磨削。
曲轴是一种几何结构异常复杂并且动态要求极高的构件。埃尔温?勇克机床制造有限公司,作为一个国际领先的高速磨床供货商,已经在九十年代初期开发了JUCRANK系列的曲轴磨床,用于磨削各类曲轴。该机床根据往复摆动的磨削原理工作,并逐渐在汽车制造工业领域及其下属供货商中得到了卓有成效的应用。这里涉及的是一个要求严格的磨削方案:主轴承和连杆轴承,法兰和轴颈的粗磨削和/或精磨削都是通过一次装夹,采用具有高硬度和耐磨的CBN磨削材料进行复合磨削加工。
假如进行磨削的是一个锻造或者浇注而成的毛坯,那么,其加工余量是已知且所有部件的余量也几乎相同。由于全新的曲轴非常昂贵。因此,发动机维修厂对于旧曲轴的重新利用,尤其是用于更换用发动机,抱有极大的兴趣。然而由于受到不同类型的磨损,每个旧的曲轴都具有“独特的”几何曲线。因此,在开始任何磨削流程之前,首先必须对每一个曲轴进行测量技术方面的数据采集。然后才能开始磨削流程。通过测量,可以保障在磨削加工时所有主轴承和连杆轴承,以及轴的末端得以保持所需要的形位公差。

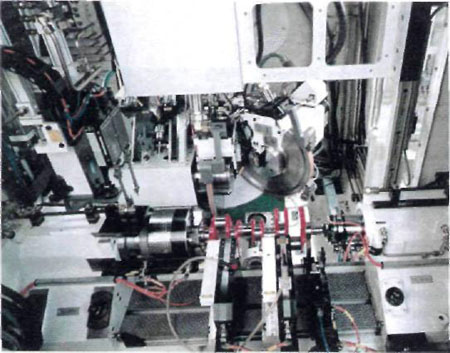
图示1:高速CNC磨削中心,带有大量的测量装置,用于通过一次装夹对曲轴进行柔性的再磨削。
在此之前,曲轴上的静态跳动数值是以工件轴为基准值进行测量的。然后,如果有需要,则手动校准各个轴。接下来每个轴承可以根据自己的轴中心(在偏心支柱时形成)进行磨削加工。这是一个非常费工和费时的过程,因为曲轴在加工过程中必须进行多次换夹。再则,这个过程也不能实现改善形位状态( 位置,径向状态,行程高度)的愿望。
为了加快这个加工过程,埃尔温-勇克机床制造公司开发了带有集成测量装置的磨床,用于对旧的曲轴进行再研磨。这种新型机床很快赢得了人们的信赖。通过这个机型人们省却了在磨削之前以及在磨削过程中工件在一个单独机器上进行测量的工作,磨削过程中的装夹工作也随之被节省。而监控数值几乎紧随磨削过程,从而使得生产效率大大提高。
工艺
往复摆动磨削工艺通过一次装夹对互相对应排列的连杆轴承实现了异常精密和经济性的磨削。在此,连杆轴颈的直径通过C-轴(工件的旋转轴)的内插入并借助于X-轴(进刀轴)产生。X-轴的摆动行程和发动机中活塞的行程相符。另外机床的工艺和软件被设计成,对于所有1-8缸发动机的曲轴都能够通过一次装夹进行测量和再磨削。
改型品种加工方案
机床布局方案是针对大量曲轴改型品种方案的复合加工而设计。因而,可以研磨圆周直径高达 220 mm ,并且长度达到900 mm的各类曲轴。在一个磨削主轴箱上被设置两个磨削主轴,并分别拥有30 kW 驱动功率,它们之间对应偏转60° 排列。两个磨削主轴可以依次回转。通过这个方式,可以分别借助于一个CBN-砂轮对主轴承和连杆轴承进行高速磨削而无需换夹。砂轮的全自动平衡功能为异常精确的圆整度和高精度要求(在局部要低于 μm值)提供了保障。
首先进行测量
分别根据磨损结构状态,针对其要求的精度进行再研磨之前, 必须测量下列几何参数:全部轴承之间的轴向间距以及从基准平面算起的间距,连杆轴承和主轴承的直径,角度位置,主轴承的行程高度和轴颈(用于落座周密封环)。
为了确保内燃机可靠的功能,所磨削的主轴承和连杆轴承的直径在圆整度数值上必须小于2-3 μm 。以基准轴为准,主轴承的静态跳动数值不允许超出 50 μm 。主轴承和连杆轴承可能呈现一个圆柱形,球形或者一个凸面体形状。在轴向方面,轴承相互间的间距不能多于所给定的0.2mm。
然后磨削
复合的曲轴几何尺寸通过编程控制产生,编程控制在此具有高度的柔性。本机配置的GE Fanuc Serie 160TC系统的数字控制可以通过给定若干参数进行连杆轴承的磨削。其相对应的软件是由勇克公司开发。测量和磨削互相更换交替在自动化的工作流程中,曲轴首先被测量,粗磨削,再次测量,然后进行精磨。为此,操作人员首先在面板上分别选择适合的变量值。为了找出曲轴的轴向位置,首先要扫描主轴轴颈的平面轴肩的位置(参见图示2)。另一个测量探测器负责收集每个连杆轴承的位置和直径。这样数控系统可以获得几何输入参数的基本数据并且可以自己执行零点轮廓校正(参见图示3)。对于可能求证出的几何错误(比如说,连杆轴颈的角度位置不精确)也可以被识别出来并且在程序生成时予以补偿。
图示2:安置在CNC-磨削中心工作舱内的探测器,用于采集夹紧的曲轴顶尖之间的轴向位置。
图示3:在精磨之前对主轴承和连杆轴承的直径进行精确的测量
通过优化工艺流程实现更高的精度
通过一次装夹进行磨削可以使主轴承及连杆轴承,法兰和轴颈获得较高的加工精度。首先是对主轴承进行粗磨削,然后用多个中心架在主轴承上支撑住曲轴,继而再磨削连杆轴承(参见图示4)。接下来再次对主轴承进行测量,并完成精磨流程。对于机壳密封座轴颈的再次精磨也属于自动流程的一个工作部分。对典型的六缸曲轴进行测量需要耗时大约10分钟,而再磨削需耗时大约4分钟。对于曲轴经过再加工后达到的良好品质可以在一台单独的测量机器上进行检测。

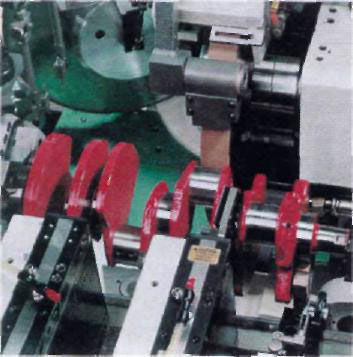
图示4:借助于凸面上校准的CBN砂轮,通过切入式磨削方式对连杆轴承进行高速磨削
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


