海德汉 | 动态高效中的AFC功能如何避免过载
动态高效功能提高材料切除速度和重型切削生产力。在重型切削中,如果刀具过载将发生什么情况?海德汉数控系统的AFC(自适应进给控制)功能如何避免损坏?这正是海德汉工程师想得到的答案,并为此进行了测试。粗加工1.4112号不锈钢毛坯——这是一个典型的模具制造任务。摄像和热成像记录下令人惊叹的结果。
用AFC功能加工
刚开始加工时,新刀几乎看不出发热,完全正常工作58分钟。然后,AFC停止加工。自适应进给控制功能检测到功率值超出主轴最大功率参数值。如果机床刀库中有备用刀,检测到主轴功率增加时,AFC功能将自动换刀。对于高素质和经验丰富的机床操作人员也应在这个时候换刀。操作人员可能注意到有些噪音。这时应该检查刀具并仔细观察刀具磨损情况。
未用AFC连续加工
海德汉工程师现在关闭AFC功能并继续用相同的切削参数加工。72分钟后,不良后果已十分明显:刀具已完全无法使用,刀片几乎完全损坏,部分刀柄已发烫且刀具严重受损。由于驱动过载,出错信息“跟随误差太大”导致急停。大量热量导致刀具炽热和火花飞溅。热成像图显示面铣刀和工件温度都很高。分析主轴利用率后发现这时的温度是AFC刚停止加工时温度的三倍。

1、初始情况:AFC功能测试使用的刀具和工件。

2、开始时:刀具和工件几乎没有发热。

3、用AFC功能58分钟后:AFC暂停加工时的主轴功率。

4、未用AFC功能继续加工72分钟:机床继续工作直到刀具和工件炽热。
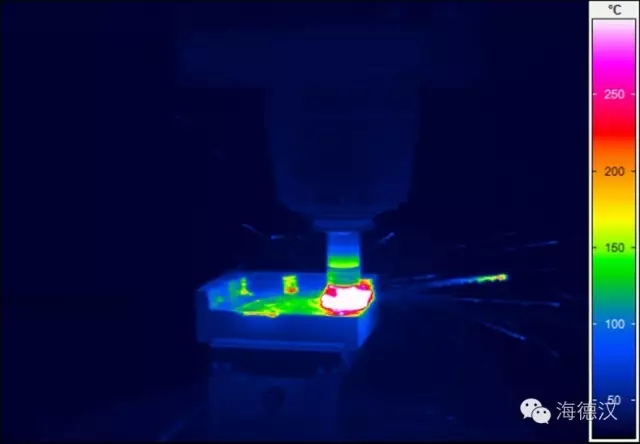
5、超出测量范围:面铣刀温度超过300℃。
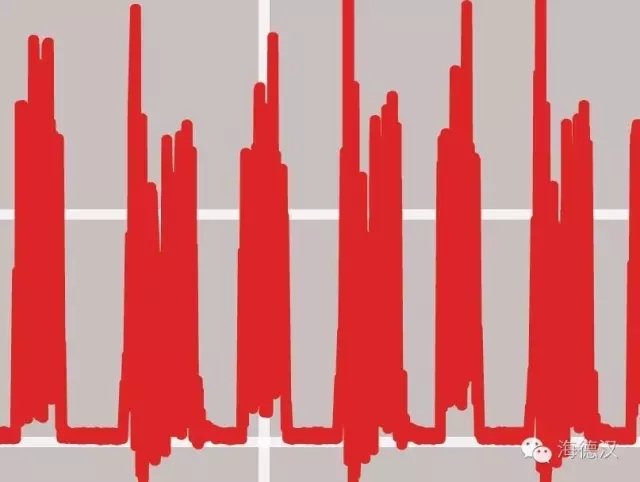
6、即将急停时:AFC功能被关闭时的主轴功率。

7、结果:刀具与工件严重损坏。
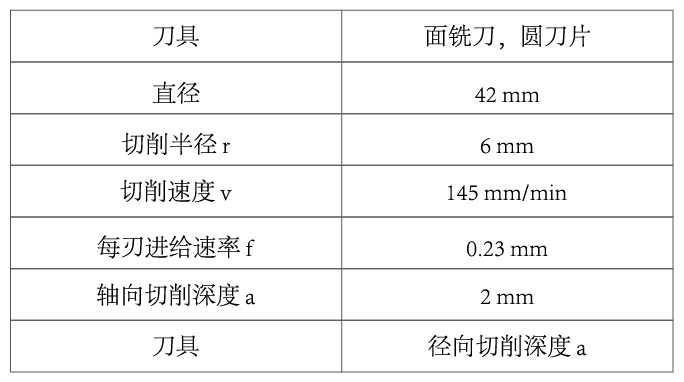
试切中使用的刀具数据和切削参数
结论
对于未用AFC功能的无人值守生产,这可能造成严重损坏和高昂成本。AFC能立即发现刀具磨损导致的主轴功率增加并自动换刀,因此AFC能大大减轻机床操作人员的工作强度。使机床可以连续加工。周末无人值守生产后,周一早晨机床操作人员上班时发现机床的实际加工效果完好,没有任何异常。

(海德汉)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


