位置和轮廓偏差的最佳测量方法
海德汉二维编码器KGM 282
机床的运动精度决定着机床的工作性能。因此对于高精度加工,必须测量和根据需要补偿位置偏差。然而,现代化机床的大加速度运动也意味着动态轮廓偏差的影响越来越大。海德汉的全新KGM 282二维编码器支持对这两类偏差的测量。
加工区小的机床最适用于生产高精度零件,例如手表和光学器械零件。高刚性和几乎没有振动是其中的原因。机床校准可以发现机床的精度程度。但为满足不断提高的精度要求,需要使用新校准方法。这是传统的点测量方法现在被高精度的机床加工区空间测量方法所取代的原因,新方法是用二维编码器测量。
海德汉的全新KGM 282二维编码器(图1)测量机床的位置和轮廓偏差。一方面,X轴和Z轴高达±1 µm的光栅尺精度能用极高的精度校准机床运动特性。另一方面,KGM 282的信号周期只有4 µm。而且是非接触式测量,这种方法在检测机床动态性能中可以达到极高精度。

图1:KGM 282,直径230 mm
当然,夹具不能影响精度。为此,海德汉重新设计了在工作台上的固定方法。三点底座隔离安装机构和工作台上沿Z轴方向测量的支撑。这样,工作台面上的任何污染可能影响本体,但不影响二维编码器的支撑。而在X轴方向,连接刚性不同于上一代的KGM 181。因此,如果对工作台运动速度极高的机床进行校准,应使用KGM 181二维编码器。
提高空间精度
如与海德汉TNC 640数控系统的校准循环一起使用,KGM 282二维编码器显著提高3轴运动的空间精度。在对加工区空间尺寸为200 mm x 200 mm x 200 mm的机床(图2)测试中,KGM 282与TNC 640数控系统的定制软件一起将空间偏差减小到2 µm以下。所用的特殊软件需要机床制造商与海德汉间的密切配合。因此,只能针对特定项目提供该服务。而且,该校准方法只适用于具有较高重复精度的机床轴。必须使用最新的海德汉LC系列直线光栅尺,或LF系列直线光栅尺(更高精度)。

图2:Y轴和Z轴平面的测量装置
测试中,测量在需校准的空间中的6个测量面中进行。执行圆弧运动并用软件测量偏差。偏差测量值再转换成基于模型的修正数据并将数据导入到TNC 640系统中。校准循环执行后和数据导入到数控系统后,在所有平面中再次进行测量,以校验测量结果。图3和图4显示校准前和校准后的空间偏差。机床精度的提高明显超出预期。
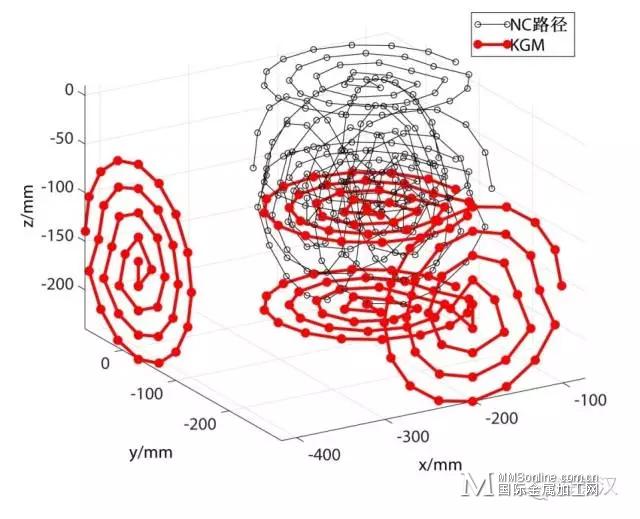
图3:3轴校准的运动行程测量

图4:用KGM 282校准前(左)和校准后(右)的空间误差图
提高动态精度
进给轴的大加速度运动必然导致机床的俯仰运动。根据机床结构的不同,刀具中心点的位置误差限制了动态性能。(图5)显示这些俯仰运动通常由部分横向运动和部分垂直运动组成。
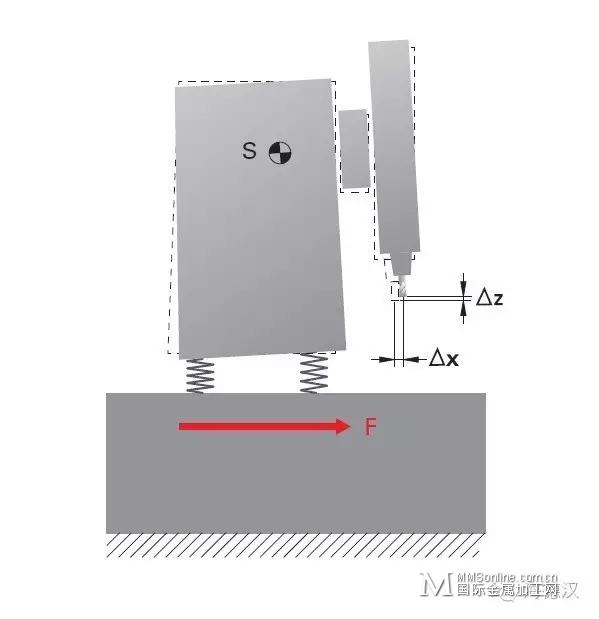
图5:大加速度运动时进给轴的俯仰运动
从首先铣削圆台,然后铣削其下的矩形轮廓可见俯仰运动的结果是工件的轮廓偏差。在矩形与圆弧轮廓重合的部位可见一个小平面,这就是轮廓偏差(图6的右图和图7)。
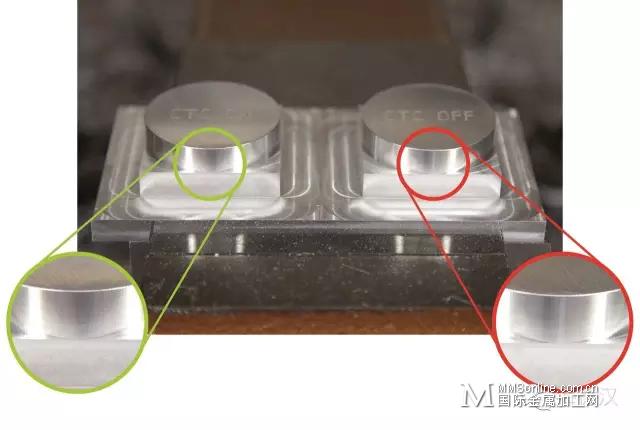
图6:矩形轮廓上叠加圆弧轮廓的测试件:左图为用CTC功能加工,右图为未用CTC功能加工,圆弧轮廓被部分铣削

图7:未用CTC功能铣削时,名义轮廓与实际轮廓间的偏差
海德汉TNC 640数控系统的动态高精功能是一系列进给轴大加速度运动时保持加工精度的功能。它能用高速进给加工复杂工件。其功能之一是关联轴补偿(CTC)或根据加速度补偿位置误差。该功能可以有效补偿以上俯仰运动,在测试件铣削中使用该功能后,圆弧与矩形之间无可见偏差(图6的左图)。补偿所需的数据来自用KGM 282二维编码器在机床制造商处对机床或对系列机床的测量。
结论
除高精度机械系统外,达到极高机床精度的关键是机床中的编码器、机床数控系统以及校准应用的测量系统。在所有这些领域,海德汉都提供高精度加工所需的技术:
■ 机床的直线光栅尺和角度编码器不仅精度高,而且重复精度高。其动态特性允许测量方向上的高速运动和大加速度运动。这些编码器不仅适用于传统的高动态进给轴,也适用于直接驱动。
■ TNC 640数控系统能保证在高加工速度时达到高精度和高表面质量。优化设计的运动控制、有效的加加速控制和轮廓的动态预读等功能是其中的关键。
■ VM182等比较仪系统和KGM 282二维编码器采集机床的动态与静态偏差数据。因此,能直接检测机床精度。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


